Will Smith – Director of Software, Adcole LLC
Cosa sono le chiacchiere e le loro fonti
Il chattering è uno schema ripetuto di piccoli picchi o "ondulazioni" che si verifica a intervalli regolari e può comparire sulla superficie finita di un pezzo lavorato. Chiacchiere non è un errore di forma (rotondità e lobing) e il chattering non è un errore di forma. finitura superficiale (rugosità); piuttosto, si colloca tra questi due regimi. Nei componenti critici, come un albero rotante all'interno di un motore, il chattering può causare problemi all'interno dell'assemblaggio finale che potrebbero portare a un guasto prematuro del pezzo e danneggiare altri componenti. Questo articolo analizza le ragioni del chattering nei componenti dell'albero, i metodi di valutazione e i risultati delle misurazioni per migliorare la qualità dell'albero nei gruppi ad alta richiesta.
Il chattering, una delle principali fonti di rumore, vibrazioni e asperità (NVH) nei motori, può essere eliminato con processi e attrezzature di qualità adeguati. Il chattering può essere generato in qualsiasi operazione di lavorazione come fresatura, tornitura, alesatura, rettifica, ecc. Più specificamente, il chattering è solitamente causato da sbilanciamenti degli utensili, mancanza di rigidità dell'utensile o dell'attrezzatura, rigidità non isotropa del pezzo - un problema particolare con gli alberi a gomito, centri del pezzo fuori asse, attrezzature malfunzionanti o usurate e altre fonti di sbilanciamento o vibrazione.
Perché l'ispezione delle chiacchiere è importante
Modern motors and internal combustion engines (ICE) demand tighter tolerances and higher performance, making efficiency and longevity crucial. Rotating shafts with chatter patterns can cause excessive noise and vibration issues within the final assembly of an engine or motor, potentially leading to NVH concerns that could require recalls, which can lead to customer dissatisfaction, reputational damage, and loss of sales. This is particularly true in high RPM requirements such as EV rotor shafts, which can reach 20,000 RPM or more.
Chatter is a feature that has been measured and analyzed by manufacturers for decades, but is also overlooked when designing a new part. Whether for engines or motors, this parameter can be critical to monitor. While production machines are often prioritized in budgets, quality control equipment is equally important. Poor quality can be costly, so engineers and production managers must develop robust quality control systems and ensure they have the right equipment to measure necessary features.
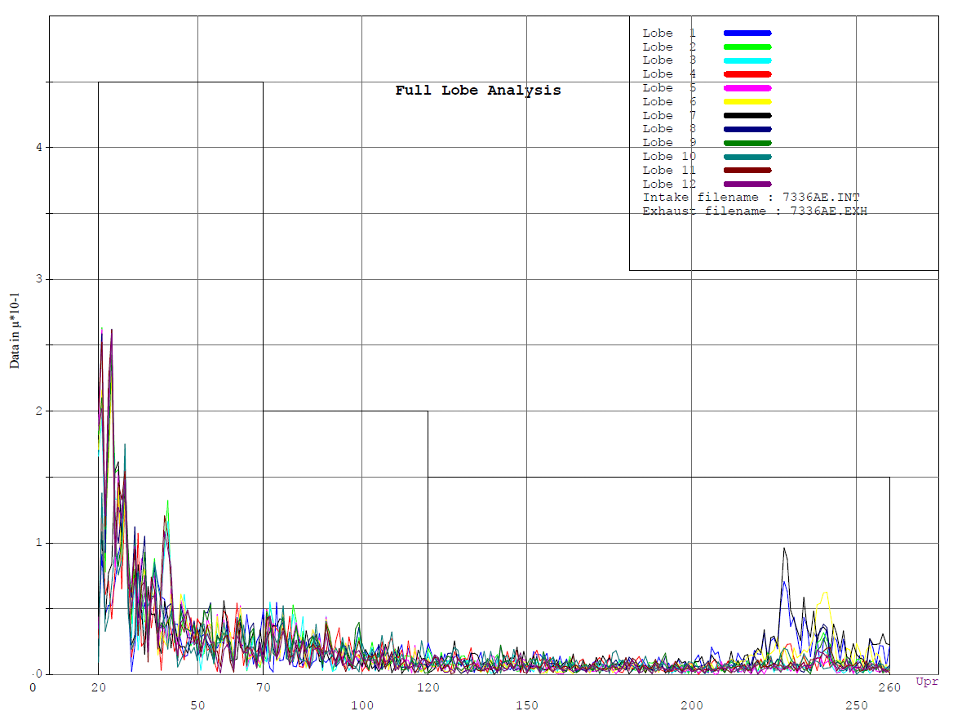
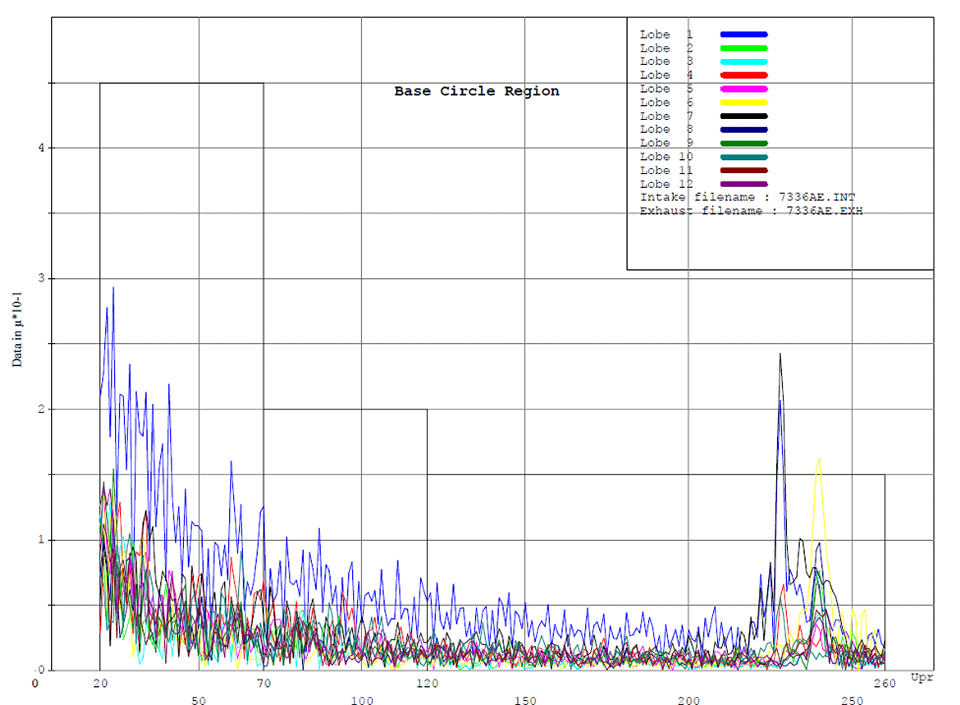
Il chattering si verifica spesso a una frequenza specifica legata alla proporzione tra la velocità di rotazione della mola o dell'utensile da taglio e la velocità di rotazione del pezzo. La "frequenza naturale" risultante del processo mostrerà una firma coerente, spesso con armoniche più alte presenti nel grafico del dominio della frequenza. I parametri di processo vengono regolati per controllare l'ampiezza di questa "frequenza naturale" e/o spostare la frequenza in cui si verifica per soddisfare i requisiti del prodotto. L'aumento del valore dell'ampiezza a questa frequenza e/o ulteriori picchi di ampiezza ad altre frequenze indicano spesso un problema legato al processo o influenze esterne. Le influenze esterne possono includere motori, pompe, altre apparecchiature (come macchine per lo stampaggio o la pressatura) o il traffico di carrelli elevatori. L'output del chatter può aiutare a guidare i tecnici e gli ingegneri alla fonte del problema, portando alla correzione e al ripristino della qualità del prodotto.
Come ispezionare le chiacchiere
Attrezzatura
Quality control machines are optimized to measure a specific set of parameters; for example, a precision tactile machine can often measure chatter, while an optical machine cannot (or not as effectively). Chatter is not something that would be detected by evaluating standard GD&T features like roundness or refinements of roundness data such as sector roundness or lobing. The amplitude can be quite small at sub-micron levels, the chatter may be limited to a single area, and the frequency of the chatter may vary significantly. However, regardless of the amplitude, region, or frequency variations, chatter can still have a discernible impact on the quality, final assembly, and performance of ICE or electric motors.
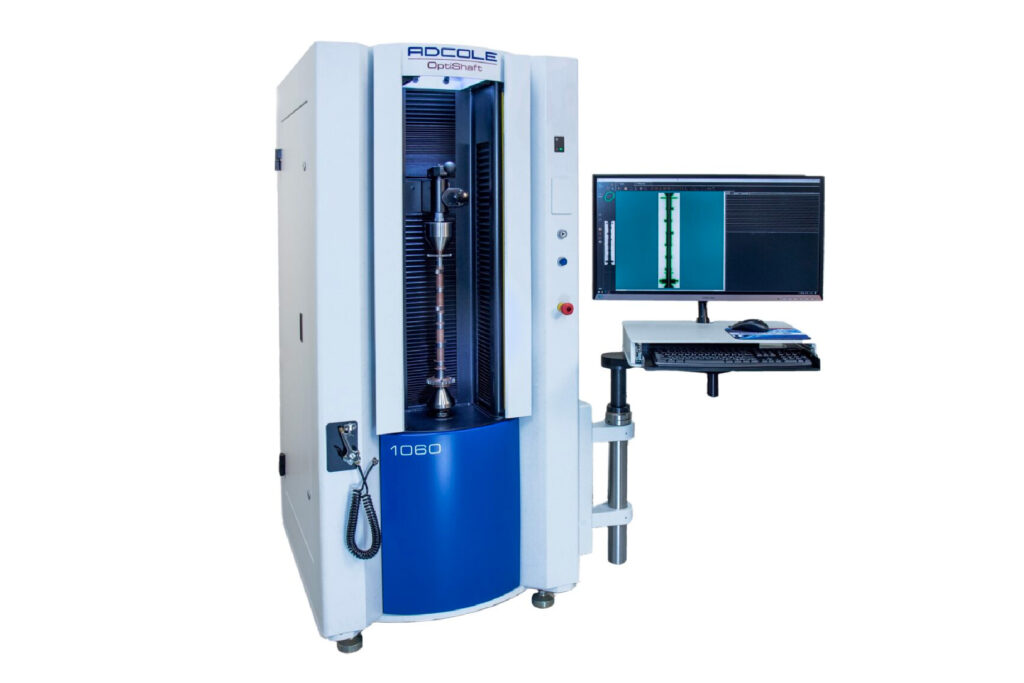
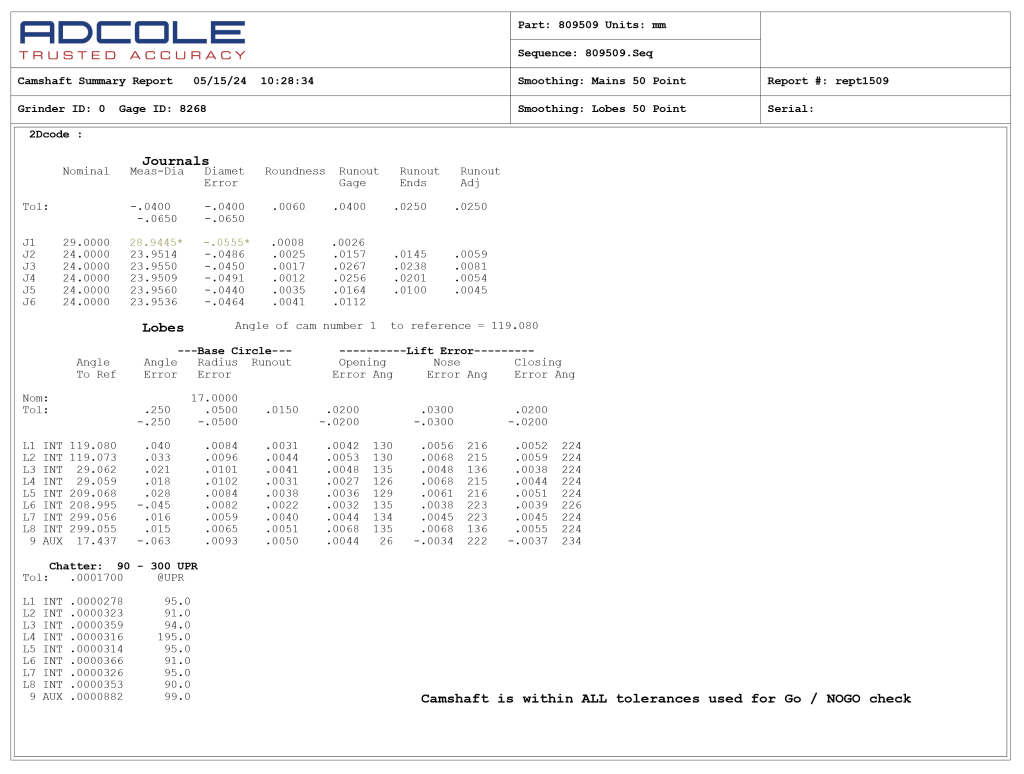
Uno tool for measuring chatter on shafts after a grinding process would be an Adcole tactile shaft metrology gage. These gages, along with proper software that can measure a wide range of GD&T parameters, provide valuable data and analysis to maintain the demanding quality required for rotating shafts. In the camshaft world, analysis of a lobe base circle region where the grinder velocity would be uniform over a constant radius provides a cleaner signal for detecting a chatter issue. The lift region of the lobe where radii rapidly changes could be analyzed separately, providing additional information over the surface that would have been ground with an adjustable velocity.
Metodi di valutazione
"Inoltre, poiché molti problemi legati alle vibrazioni si verificano a frequenze specifiche, è possibile restringere o identificare la causa e la posizione delle vibrazioni in base alle variazioni di ampiezza a determinate frequenze.” (Collins D., 2022) This is why calculating amplitude over a frequency domain is better than simply counting lobes or peaks within the profile error.
Tutti i dati di misura vengono inseriti direttamente nel software di raccolta dati, che registra il segnale in forma di ampiezza rispetto al tempo, nota come forma d'onda temporale, o in forma di ampiezza rispetto alla frequenza, nota come trasformata rapida di Fourier (FFT), o in entrambe. Tutti questi dati vengono analizzati da algoritmi di programmi informatici, che a loro volta vengono analizzati da ingegneri o analisti delle vibrazioni addestrati per determinare lo stato di salute della macchina e identificare eventuali problemi imminenti come allentamento, sbilanciamento, disallineamento, problemi di lubrificazione e altro ancora. L'analisi delle vibrazioni è in grado di rilevare problemi quali lo squilibrio delle ruote o i problemi di ravvivatura delle ruote.
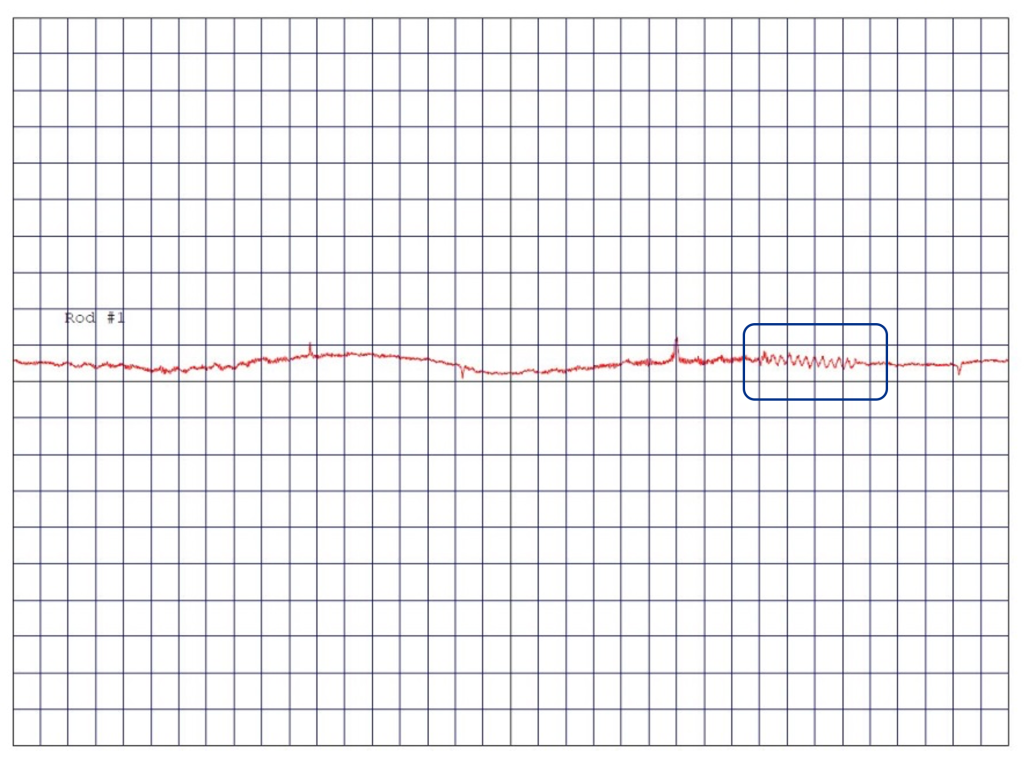
Chatter can also mask itself on a shaft journal by showing up only over a small angular range. This makes it more difficult to measure and detect. Another method is the quadrant analysis option that can be used for journals on any rotating shaft. This allows for the entire 360 degrees of roundness data to be analyzed for chatter, and it breaks the roundness error into four 90-degree regions for chatter analysis. This analysis option provides a tool that can pick up a “chatter burst” on the surface of a journal where during the production process, a region of usually less than 90 degrees exhibits a pattern of undulations. The amplitude of these undulations is frequently too small to affect the roundness or even lobing measurement parameters, but can still cause issues with NVH in the final assembly of the engine. By analyzing the roundness error over 90 degrees, it is possible to measure a higher amplitude of chatter that may exceed the defined tolerance.
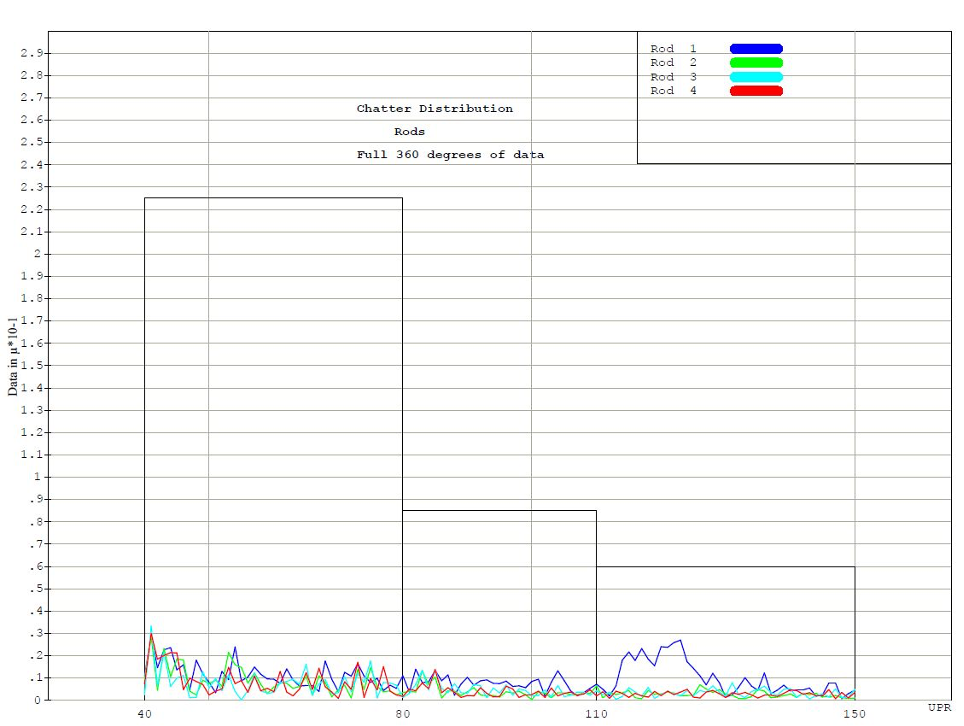
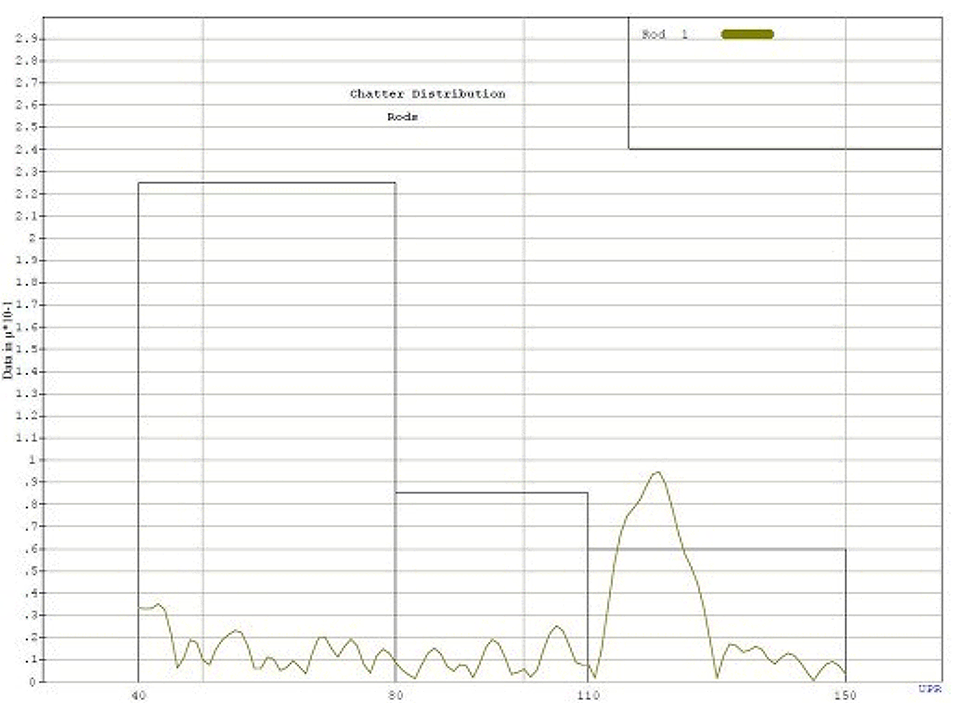
Un metodo per individuare le vibrazioni in un intervallo angolare limitato è quello della "finestra scorrevole". Questo metodo consente di impostare la finestra angolare in gradi e l'incremento dei gradi di scorrimento. La finestra di scorrimento esaminerà tutti i 360 gradi di dati relativi all'errore di rotondità o di profilo e determinerà l'ampiezza massima e la regione angolare in cui si è verificato. È inoltre importante che i test necessari consentano di sviluppare una tolleranza di chatter e un intervallo di chatter da analizzare su una regione angolare specifica. Ciò può essere basato sull'esecuzione di una serie di test su alberi noti "rumorosi" e sul confronto con la stessa serie di test su alberi noti "silenziosi".
Uscita delle misure di chattering
Le vibrazioni possono apparire sulle superfici dei pezzi in modi diversi. A volte può manifestarsi su un'ampia finestra angolare e avere una frequenza pulita. Questo può essere visto in un grafico dell'errore di rotondità o di profilo dell'elemento specifico da misurare. Tuttavia, il chattering può anche essere mascherato in un grafico degli errori di rotondità o di profilo, poiché spesso questi applicano un filtro ai dati di errore che può nascondere il chattering.
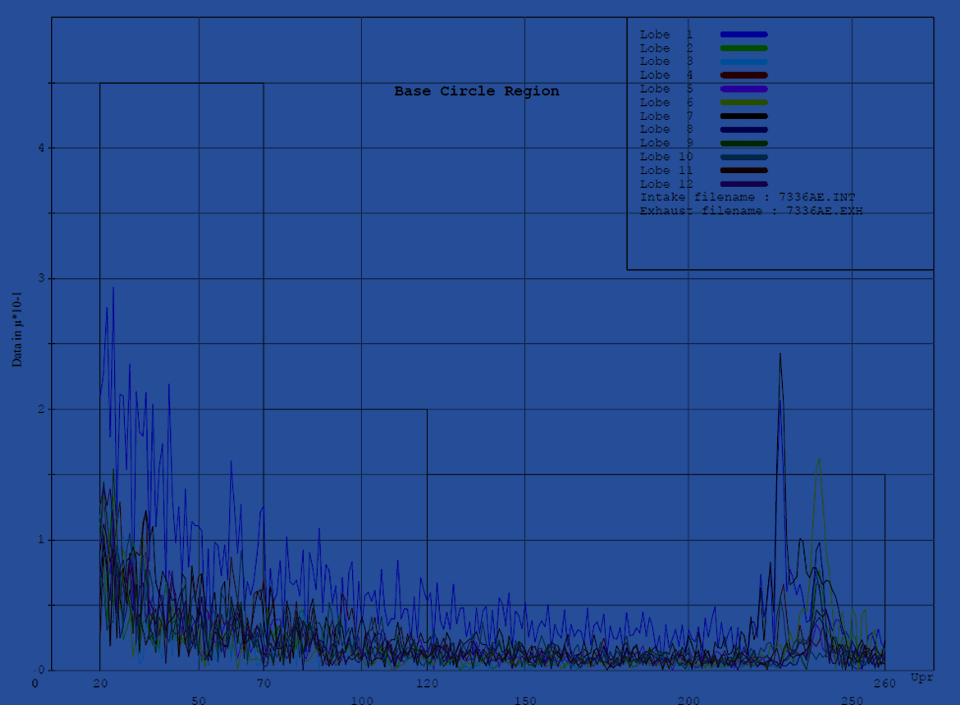
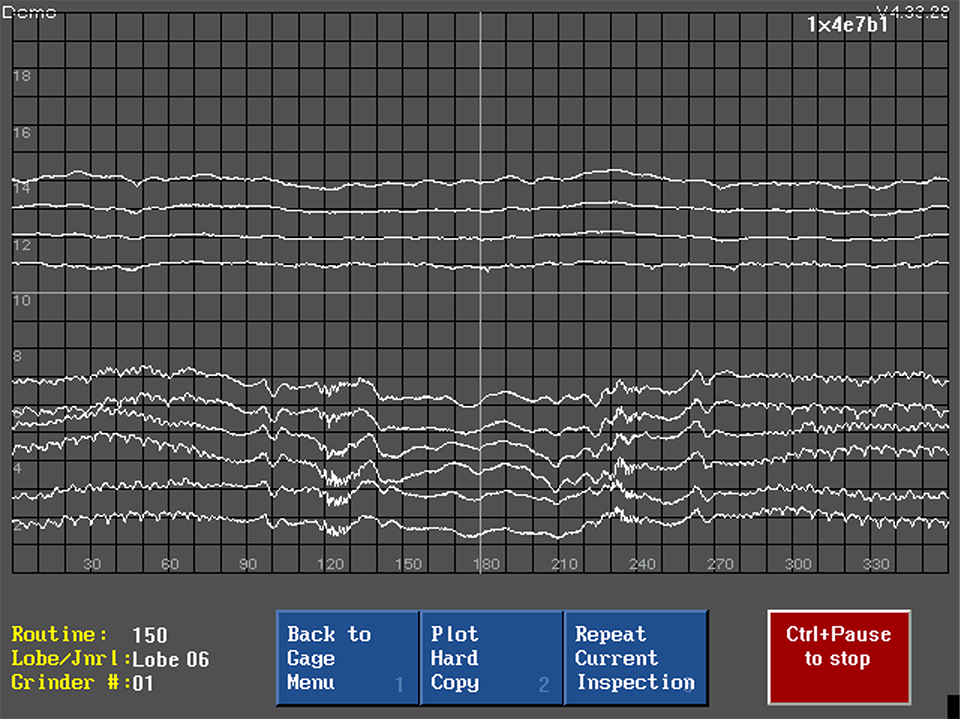
In Figure 2aIl grafico degli errori della rotondità del perno e del profilo del lobo dell'albero a camme, con i sei lobi nella parte inferiore del grafico, mostra la regione del cerchio di base tra 0-90 gradi e 270-360 gradi. Questi grafici del profilo del lobo mostrano la regione del cerchio di base tra 0-90 gradi e 270-360 gradi. L'errore della regione di sollevamento è compreso tra 90 e 270 gradi. In questo esempio, è possibile notare un chiaro schema di ondulazioni nella regione del cerchio di base. Poiché il cerchio di base ha un raggio costante, normalmente viene rettificato a una velocità costante, il che non è vero per la regione di portanza.
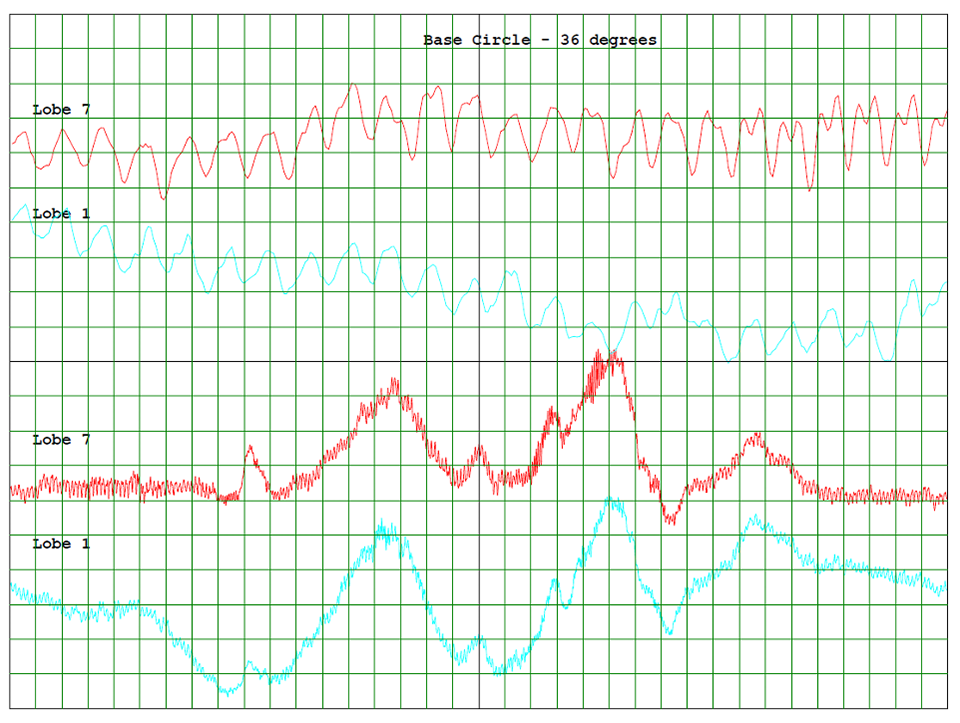
Alcune aziende utilizzano un processo di conteggio dei lobi per determinare i problemi nel processo di produzione. Questo metodo ha un valore nel determinare le regioni angolari nell'errore di rotondità o di profilo che presentano una non conformità, ma presenta dei punti deboli in quanto si basa su una definizione interna di come viene definito un lobo o un picco per poterlo contare. Di norma, non si cerca l'equidistanza tra i picchi e quindi non si è in grado di determinare una frequenza specifica di occorrenza.
Conclusione
La misurazione del chatter è fondamentale per produrre alberi di qualità che funzionino a lungo senza provocare rumori e vibrazioni, che possono causare un'usura o un guasto più rapido del pezzo. Una parte rotante di precisione con un chatter misurabile, in rotazione ad alta velocità, potrebbe portare a un guasto completo del motore o del sistema. La disponibilità di strumenti con opzioni di analisi avanzate in grado di esaminare il chattering superficiale su aree definite può rilevare un problema di produzione prima che il prodotto esca dalla porta. I produttori di alberi dovrebbero prevedere di investire in strumenti o calibri di qualità adeguati per le impostazioni in linea o in sala di revisione per analizzare i potenziali errori di produzione al di fuori delle tolleranze specificate e intervenire per correggerli.
Collins, D. (2022, October 17). How are fast Fourier transforms used in vibration analysis. Motion Control Tips. https://www.motioncontroltips.com/how-are-fast-fourier-transforms-used-in-vibration-analysis/