如何判断磨削过程中是否存在振纹问题
Will Smith – Director of Software, Adcole LLC
振纹的定义与成因
振纹是加工件成品表面出现的周期性微小峰值或”波纹”重复图案。它既非形状误差(圆度与凸轮状误差),亦非表面粗糙度问题,而是介于这两者之间的特殊现象。 在发动机或电机内部的旋转轴等关键部件中,振纹可能导致最终装配出现问题,进而引发部件过早失效并损坏其他组件。本文将探讨轴类部件产生振纹的原因、评估方法及测量输出,以提升高要求装配中的轴类质量。
作为发动机噪声、振动与粗糙度(NVH)的主要来源,齿槽现象可通过完善的质量流程与设备检测发现。 任何切削加工(如铣削、车削、镗削、磨削等)都可能产生振纹。具体而言,振纹通常由以下因素引发:刀具失衡、夹具刚性不足、零件非各向同性刚性(曲轴尤为突出)、零件中心偏心、设备故障或磨损,以及其他失衡或振动源。
振纹检测为何重要
现代电动机和内燃机(ICE)要求更严格的公差和更高性能,因此效率和寿命至关重要。 带有振纹的旋转轴会在发动机或电动机的最终装配中引发过量噪音与振动问题,可能导致NVH(噪声、振动与声振粗糙度)隐患,进而引发召回事件,造成客户不满、品牌声誉受损及销售损失。在电动机转子轴等高转速应用场景(转速可达20,000转/分钟以上)中,此问题尤为突出。
振纹作为制造商数十年来持续监测分析的特性,却常在新零件设计阶段被忽视。 无论是发动机还是电机,该参数都需重点监控。虽然生产设备常在预算中优先考虑,但质量控制设备同样重要。劣质产品代价高昂,因此工程师和生产经理必须建立完善的质量控制体系,并确保配备测量关键特征的专用设备。
振纹通常出现在特定频率点,该频率与砂轮/刀具转速与工件转速的比值相关。工艺产生的”固有频率”将呈现稳定特征,其频谱图中常伴随较高次谐波。通过调整工艺参数可控制该”固有频率”的振幅,或改变其发生频率以满足产品要求。 该频率下的振幅值增大及/或其他频率出现额外振幅尖峰/峰值,通常表明存在工艺相关问题或外部干扰。外部干扰可能包括邻近电机、泵类设备、其他机械(如冲压机)或叉车通行。振纹输出可引导技术人员和工程师定位问题根源,从而实现纠正措施并恢复产品质量。
如何检测振颤现象
质量控制设备需针对特定参数集进行优化;例如精密接触式检测仪通常可测量振纹,而光学检测仪则无法(或效率较低)实现。通过评估标准GD&T特征(如圆度)或圆度数据的细化指标(如扇形圆度或凸轮圆度)无法检测振纹。 振幅可能小至亚微米级别,抖动可能仅限于局部区域,且频率波动显著。但无论振幅大小、区域范围或频率变化如何,抖动仍会对内燃机或电动机的质量、最终装配及性能产生可辨识的影响。
测量磨削后轴体振纹的工具可选用Adcole接触式轴类测量仪。这类测量仪配合能检测广泛GD&T参数的专业软件,可提供关键数据与分析结果,确保旋转轴体满足严苛的质量要求。 在凸轮轴领域,分析凸轮基圆区域(该区域内磨削速度在恒定半径范围内保持均匀)可获得更清晰的信号以检测振纹问题。凸轮升程区域(半径急剧变化处)可单独分析,从而提供额外信息,这些信息来自以可调速度进行磨削的表面。
机械工程师丹妮尔·柯林斯在《快速傅里叶变换如何应用于振动分析?》一文中指出:”由于多数振动问题发生在特定频率,可通过分析特定频率下的振幅变化来锁定振动成因与位置。”因此,在频域计算振幅优于单纯统计轮廓误差中的凸轮或峰值数量。
所有测量数据直接输入采集软件,该软件将信号记录为:幅值随时间变化(即时间波形)、幅值随频率变化(即快速傅里叶变换FFT),或同时记录两种形式。 所有数据经计算机算法分析后,由工程师或专业振动分析师进一步解读,从而评估设备健康状况并识别潜在隐患,如松动、失衡、对中不良、润滑问题等。振动分析可检测轮毂失衡或修整缺陷等故障。
齿槽振动可能仅在轴颈的小角度范围内显现,从而掩盖自身特征,增加测量与检测难度。另一种方法是四象限分析选项,适用于任何旋转轴的轴颈。该方法可对360度圆周数据进行齿槽振动分析,并将圆周误差划分为四个90度区域进行检测。 该分析选项能捕捉轴颈表面的”振纹爆发”现象——即生产过程中某区域(通常小于90度)呈现波浪状起伏。 此类起伏的振幅通常微小到不会影响圆度甚至凸轮测量参数,却可能在发动机最终装配时引发NVH问题。通过分析90度范围内的圆度误差,可检测出振幅可能超出规定公差的振纹现象。
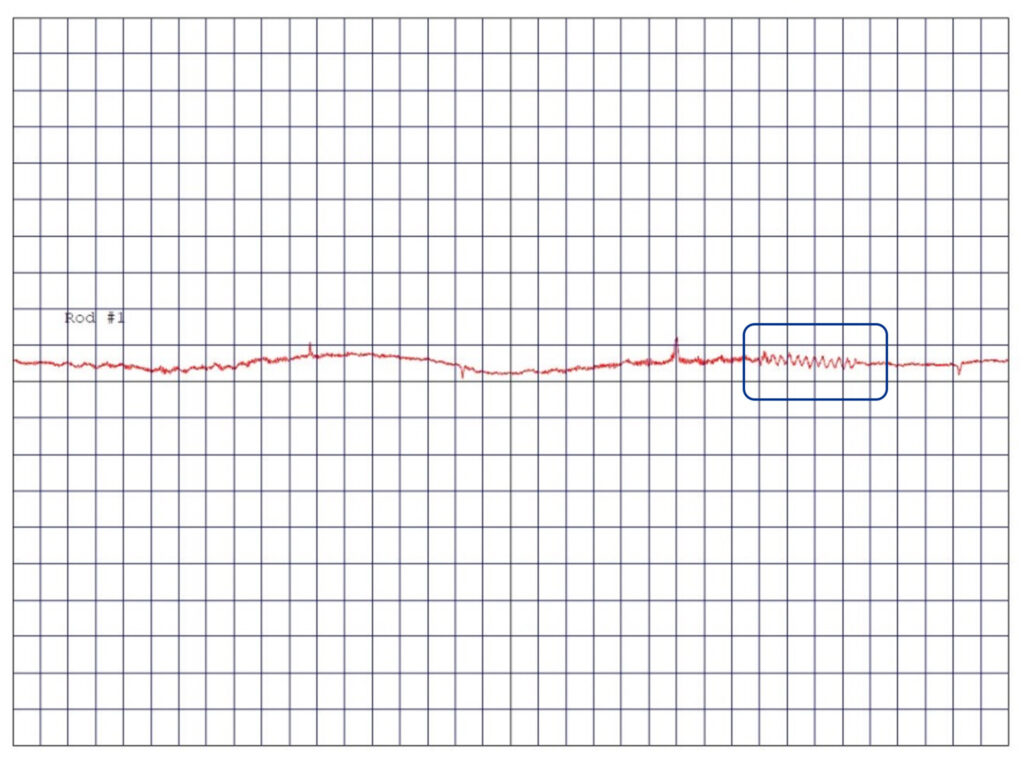
图1A:连杆1的圆度误差图。矩形框内区域显示振纹突发现象,其作用角度范围仅约35度。 若对360度全圆度误差进行振纹分析,该35度区域的振幅将被稀释,因为该频率在其余圆度误差数据中并不均匀分布。通过90度象限分析数据,可在小角度窗口中捕捉”振纹突发”现象,为制造过程中的潜在问题提供关键信息。
在有限角度范围内检测振纹的一种方法是采用”滑动窗口”技术。该方法可设定角度窗口范围及滑动增量,使滑动窗口遍历整个360度圆度或轮廓误差数据,从而确定振纹的最大振幅及其发生的角度区域。 关键在于通过必要测试建立振纹容差标准,并确定特定角区域内需分析的振纹范围。可通过对已知”噪声”轴进行系列测试,并与已知”静音”轴的同类测试结果对比来建立该标准。
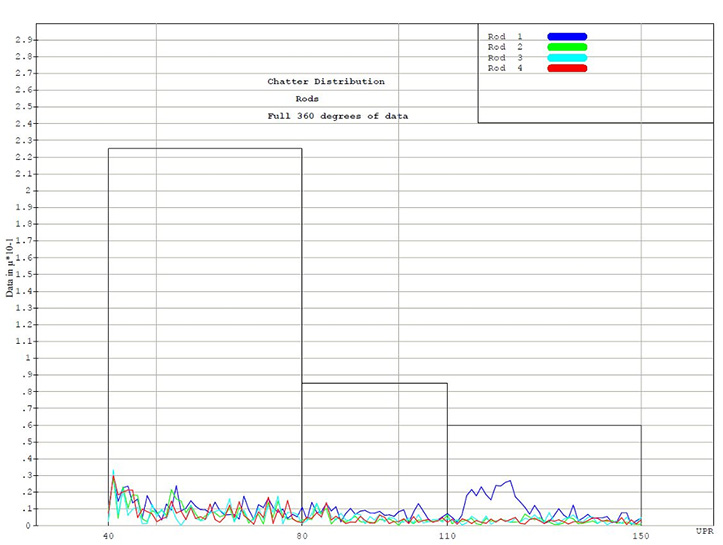
图1B:全360度
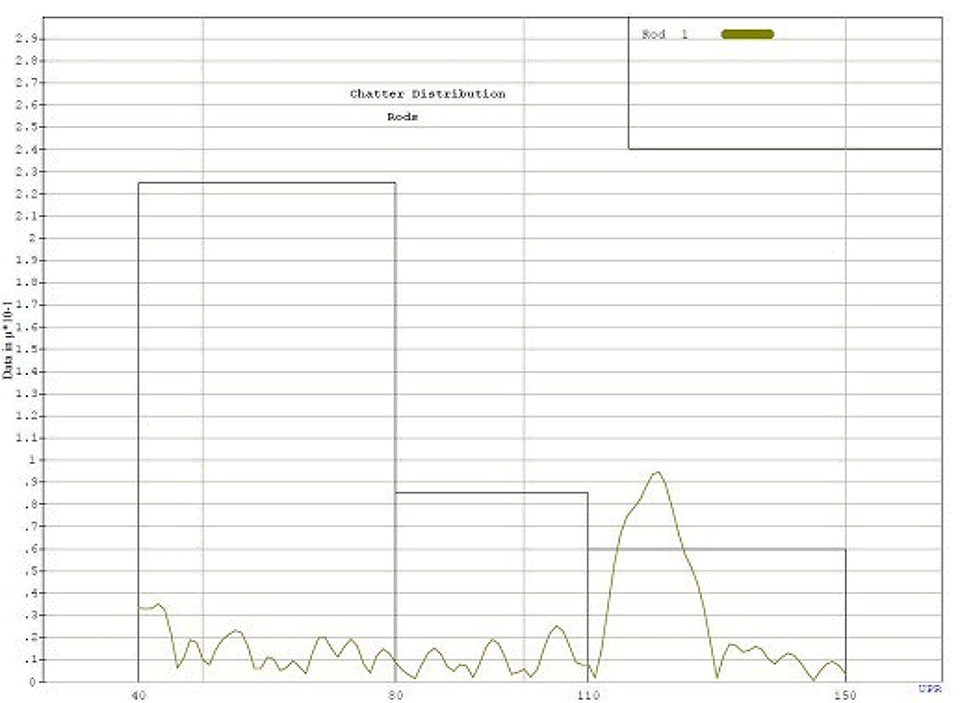
图1C:90度象限
振纹测量输出
齿槽现象在零件表面呈现形式多样。有时它可能覆盖大角度范围且具有清晰频率,这种情况可能在被测元件的圆度或轮廓误差图中显现。但齿槽也可能被圆度或轮廓误差图掩盖,因为这些图常对误差数据施加滤波处理,导致齿槽特征被隐藏。
图2a展示了轴颈圆度与凸轮轴凸轮轮廓误差的误差图,六组凸轮轮廓位于图表底部。这些轮廓图呈现了0-90度与270-360度范围内的基圆区域。 升程区域误差分布于90-270度区间。本例中可见基圆区域呈现明显的波浪状规律。由于基圆半径恒定,通常采用恒定速度进行磨削——但升程区域并不适用此工艺。
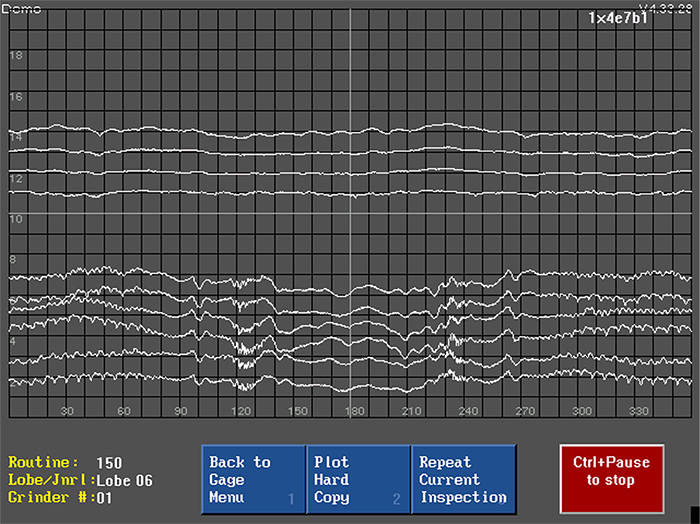
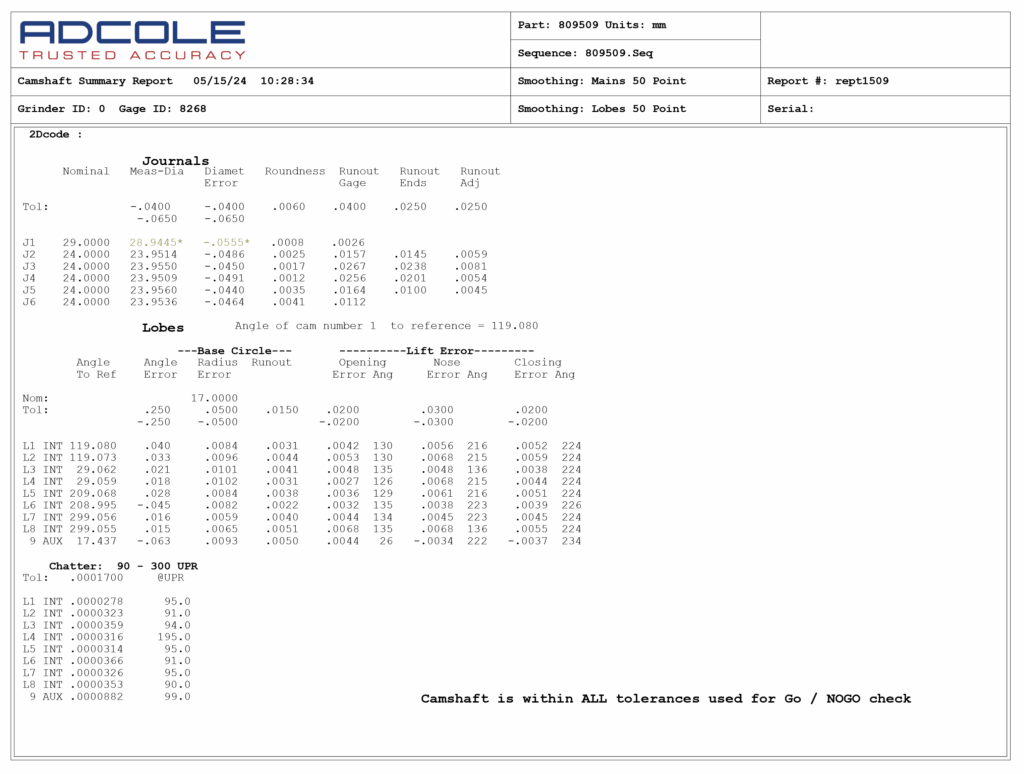
图2B:凸轮轴圆度与轮廓数值报告示例(含振纹输出)
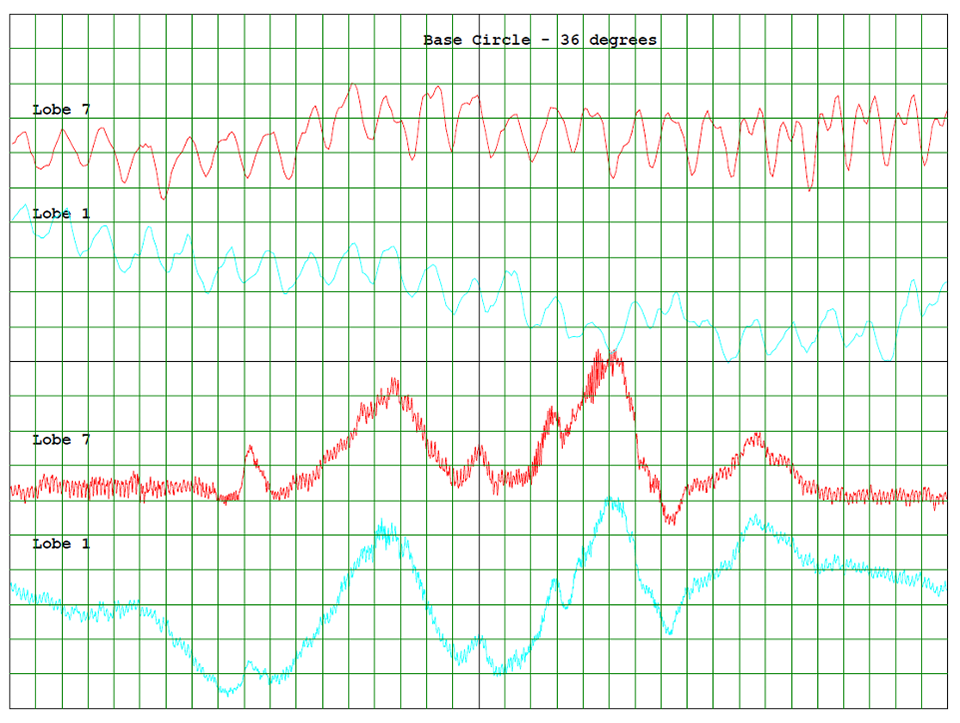
图4:凸轮轮廓误差数据在完整360度范围内的振荡数据。与仅观察基圆区域相比,在完整360度范围内观察时,振荡振幅呈现衰减(阻尼)现象。这是因为在凸轮轮廓误差的基圆区域内,频率分布更为纯净。
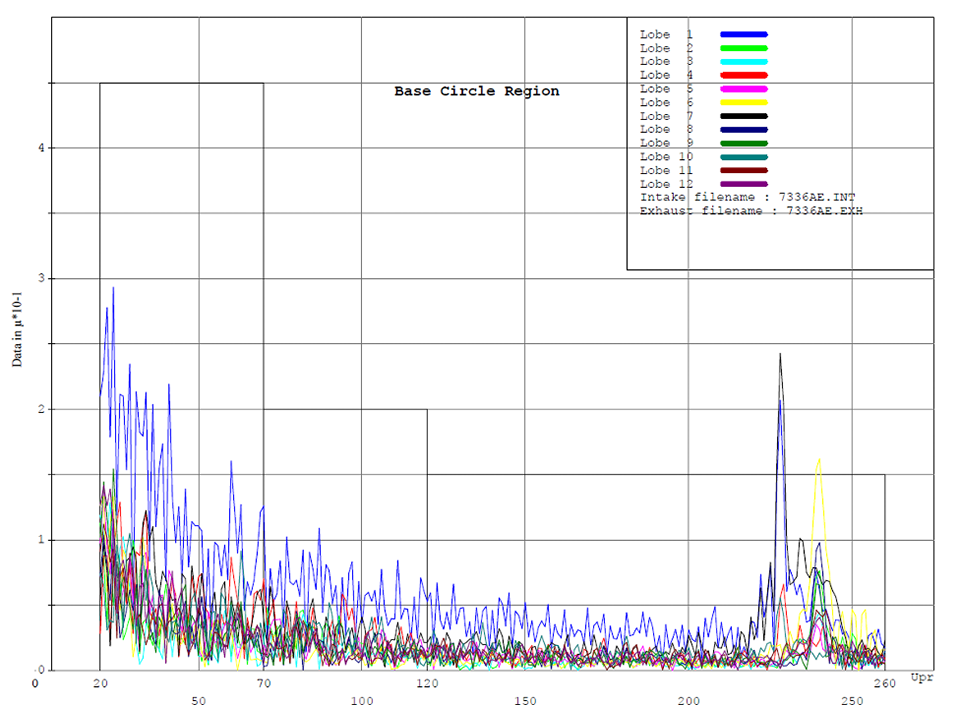
图5:叶片基圆区域抖动分析图。叶片1(蓝色)和叶片7(黑色)在232 UPR处呈现高振幅。
部分企业采用瓣数统计法判断制造过程中的问题。该方法虽能识别圆度或轮廓误差中存在不合规的角向区域,但存在缺陷——其依赖内部定义的瓣或峰值统计标准,通常不检测峰值间等间距分布,因此无法确定具体发生频率。
结论
测量振纹对持续生产高质量轴件至关重要,这些轴件需长期稳定运行而不产生噪音振动,否则将加速部件磨损或导致失效。 高速旋转的精密旋转部件若存在可测量的振纹,可能导致发动机或系统完全失效。配备先进分析功能的检测工具可针对特定区域的表面振纹进行检测,在产品出厂前发现制造缺陷。轴类制造商应规划投资购置合适的在线检测或实验室检测设备,用于分析超出公差范围的潜在制造误差并采取纠正措施。
Collins, D. (2022, October 17). How are fast Fourier transforms used in vibration analysis. Motion Control Tips. https://www.motioncontroltips.com/how-are-fast-fourier-transforms-used-in-vibration-analysis/