实时啮合分析 – 滑动窗口软件
Adcole LLC
Adcole 欣然推出一款强大的软件解决方案,旨在解决在高价值曲轴和凸轮轴上准确定位啮合噪声“突发”的挑战。 现推出实时啮合噪声分析 – 滑动窗口软件,这是一款啮合噪声分析软件,使制造商能够利用角度窗口(或滑动窗口)分析(以度为单位)来实现凸轮轴和曲轴的质量控制任务。该软件解决方案使工程师能够检测仅在轴颈或凸轮表面的小角度窗口内发生的振动(突发振动),而无需通过分析更大角度窗口或整个360°范围来稀释振幅。
实时振动分析——滑动窗口软件(RTCA-SW)可测量以下参数:
| 测量参数 | |
|---|---|
| 单个凸轮 | 百分比差异 测量振幅 测量UPR 公差 起始角度 |
| 所有凸轮的最大值 | |
| 平均凸轮颤振的最大值 | |
面临突发振动问题的制造商可利用120°幅度测量在凸轮轴或曲轴的三个不同区域收集数据。
振纹突发分析
面临振纹突发问题的制造商可利用数据采集功能,通过在凸轮轴或曲轴的三个不同区域进行120°振幅测量。结合Adcole量具使用此功能,可分析凸轮特定角度段,并以特定角度增量移动。RTCA-SW 软件支持单独凸轮段分析及平均凸轮段 FFT 振纹分析。该选项生成的数据可基于容差百分比或严格值差异进行保存。
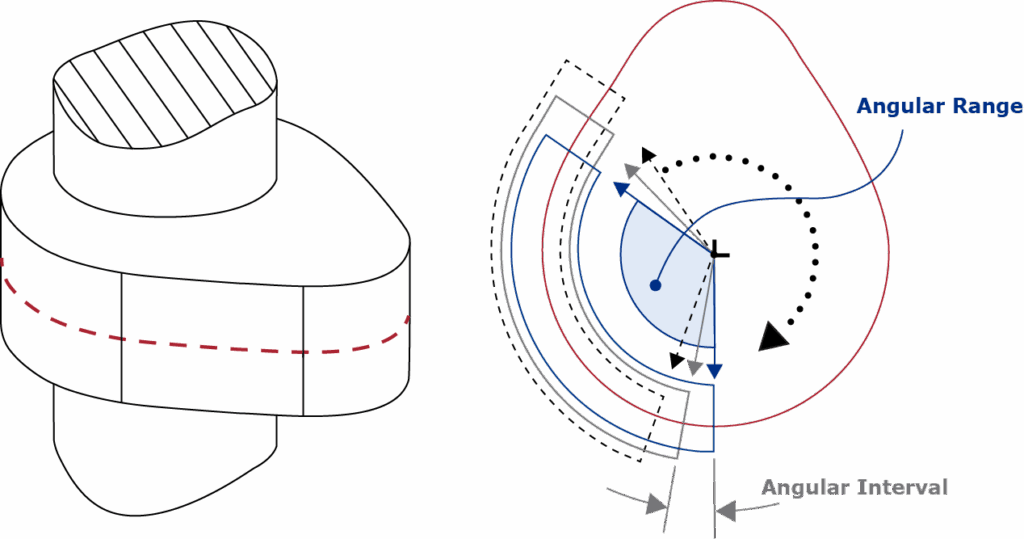
滑动窗口软件允许用户在 120° 窗口内捕获整个振纹“突发”过程中的最大振幅
Adcole采用滑动窗口方法,相较于传统的基圆测量技术,可提供更全面的数据集。例如,传统方法会在组件的三个独立区域提供120°幅值测量值,而RTCA-SW允许工程师获取120°窗口内整个振动“爆发”的最大幅值。测量角度位于窗口中心,工程师可根据需要逐步移动窗口(Adcole建议每个滑动窗口移动30°)以获取关于凸轮轴或曲轴尽可能大范围内的振动问题非常详细的数据集。
测量角度位于窗口中心,工程师可按需逐步移动窗口(Adcole建议每个滑动数据窗口移动30°),以获取关于凸轮轴或曲轴上尽可能大范围的振纹问题的高精度数据集。
关于振纹
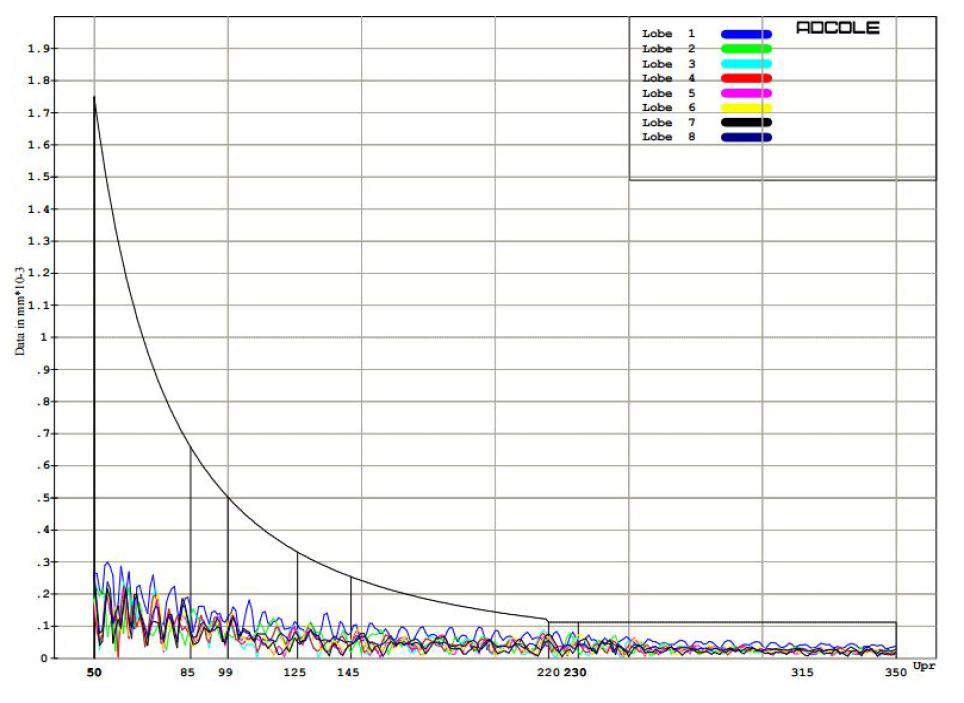
振纹是加工表面上由磨床振动引起的波浪状痕迹。Adcole 振动分析软件可检测未经过滤的凸轮误差或轴颈圆度误差中的高频振动,并确定每个特定频率或每转波纹数(UPR)的测量幅度。该分析报告在零件出厂前排查和纠正制造问题时非常有用。此过程监控工具可防止不符合规格的组件进入供应链。FFT 振动分析软件提供高度准确的数据和图形输出报告,可选择以测量幅度(µm 或 nm)或每转波数(UPR)表示输出。
实时振动分析的优势 – 滑动窗口软件
采用 RTCA-SW 解决方案的组织能够在凸轮轴和曲轴部件上检测到振动“突发”。RTCA-SW 选项提供识别加工问题的数据,并通过长期深入分析,建立预测分析流程以提升凸轮轴和曲轴的整体生产质量。滑动窗口技术可自定义细节级别,实现对整个凸轮轮廓表面振纹的全程追踪。
此外,RTCA-SW 解决方案会报告振纹出现的具体角度,为磨削加工过程提供高度精准的数据集。最后,该软件为制造商提供了一种实用方法,可获取曲轴销轴颈的丰富数据集。
实时振动分析 – 滑动窗口软件
RTCA-SW 环境为每个凸轮提供独立的振动曲线图,并绘制所有凸轮的平均曲线图。数据以曲线公差图形式显示,清晰呈现单个凸轮数据及整体凸轮趋势。可编程的“扫描”选项允许用户测量特定角度范围,并指定增量角度窗口(滑动窗口),以获取给定零件的120°快照(Adcole推荐使用30°滑动窗口)。此外,RTCA-SW解决方案为计量专业人员提供了观察振幅完整影响的手段,不受组件扫描范围的限制。