So stellen Sie fest, ob bei einem Schleifprozess ein Rattern auftritt
Will Smith – Leiter Software, Adcole LLC
Was ist Rattern und woher kommt es?
Rattern ist ein sich wiederholendes Muster kleiner Spitzen oder „Wellen”, das in regelmäßigen Abständen auftritt und auf der fertigen Oberfläche eines bearbeiteten Werkstücks auftreten kann. Rattern ist kein Formfehler (Rundheit und Lobing) und Rattern ist keine Oberflächenbeschaffenheit (Rauheit), sondern liegt zwischen diesen beiden Bereichen. Bei kritischen Komponenten, wie z. B. einer rotierenden Welle in einem Motor, kann Rattern zu Problemen in der Endmontage führen, die einen vorzeitigen Ausfall von Teilen und Schäden an anderen Komponenten zur Folge haben können. In diesem Artikel werden die Ursachen für Rattern in Wellenkomponenten, Bewertungsmethoden und Messergebnisse zur Verbesserung der Wellenqualität in hochbeanspruchten Baugruppen untersucht.
Chatter, eine wichtige Quelle für Geräusche, Vibrationen und Rauheit (NVH) in Motoren, kann mit geeigneten Qualitätsprozessen und -geräten festgestellt werden. Rattern kann bei jeder Bearbeitungsoperation wie Fräsen, Drehen, Bohren, Schleifen usw. auftreten. Genauer gesagt wird Rattern in der Regel durch Werkzeugunwuchten, mangelnde Werkzeug- oder Aufspannvorrichtungssteifigkeit, nicht isotrope Teilesteifigkeit – ein besonderes Problem bei Kurbelwellen –, unrunde Teilemittelpunkte, fehlerhafte oder verschlissene Ausrüstung und andere Ursachen für Unwuchten oder Vibrationen verursacht.
Warum ist die Überprüfung auf Rattern wichtig?
Moderne Motoren und Verbrennungsmotoren (ICE) erfordern engere Toleranzen und höhere Leistung, wodurch Effizienz und Langlebigkeit von entscheidender Bedeutung sind. Rotierende Wellen mit Ratternmustern können zu übermäßigen Geräusch- und Vibrationsproblemen in der Endmontage eines Motors oder Antriebsmotors führen, was möglicherweise zu NVH-Problemen führt, die Rückrufe erforderlich machen können, was wiederum zu Unzufriedenheit bei den Kunden, Rufschädigung und Umsatzverlusten führen kann. Dies gilt insbesondere für Anwendungen mit hohen Drehzahlforderungen, wie z. B. EV-Rotorenwellen, die 20.000 U/min oder mehr erreichen können.
Rattern ist ein Merkmal, das seit Jahrzehnten von Herstellern gemessen und analysiert wird, aber bei der Konstruktion eines neuen Teils oft übersehen wird. Ob für Motoren oder Antriebe, dieser Parameter kann für die Überwachung von entscheidender Bedeutung sein. Während Produktionsmaschinen in Budgets oft Vorrang haben, sind Qualitätskontrollgeräte ebenso wichtig. Mangelhafte Qualität kann kostspielig sein, daher müssen Ingenieure und Produktionsleiter robuste Qualitätskontrollsysteme entwickeln und sicherstellen, dass sie über die richtigen Geräte zur Messung der erforderlichen Merkmale verfügen.
Rattern tritt häufig bei einer bestimmten Frequenz auf, die mit dem Verhältnis zwischen der Drehzahl der Schleifscheibe oder des Schneidwerkzeugs und der Drehzahl des Werkstücks zusammenhängt. Die resultierende „Eigenfrequenz” des Prozesses weist ein konsistentes Muster auf, wobei häufig höhere Oberschwingungen im Frequenzbereichsdiagramm vorhanden sind. Die Prozessparameter werden angepasst, um die Amplitude bei dieser „Eigenfrequenz” zu steuern und/oder die Frequenz, bei der sie auftritt, an die Produktanforderungen anzupassen. Ein Anstieg des Amplitudenwerts bei dieser Frequenz und/oder zusätzliche Amplitudenspitzen/Peaks bei anderen Frequenzen deuten oft auf ein prozessbezogenes Problem oder externe Einflüsse hin. Zu den externen Einflüssen können Motoren, Pumpen, andere Geräte (z. B. Stanz- oder Pressmaschinen) oder Gabelstaplerverkehr in der Nähe gehören. Die Schwingungsausgabe kann Technikern und Ingenieuren helfen, die Ursache des Problems zu finden, was zur Korrektur und Wiederherstellung der Produktqualität führt.
So überprüfen Sie auf Rattern
Qualitätskontrollmaschinen sind für die Messung bestimmter Parameter optimiert. So kann beispielsweise eine präzise taktile Maschine häufig Chatter messen, während eine optische Maschine dazu nicht (oder nicht so effektiv) in der Lage ist. Chatter lässt sich nicht durch die Auswertung von Standard-GD&T-Merkmalen wie Rundheit oder Verfeinerungen von Rundheitsdaten wie Sektorrundheit oder Lobing erkennen. Die Amplitude kann im Submikrometerbereich sehr gering sein, das Rattern kann auf einen einzigen Bereich beschränkt sein und die Frequenz des Ratterns kann erheblich variieren. Unabhängig von Amplitude, Region oder Frequenzschwankungen kann Rattern jedoch dennoch einen erkennbaren Einfluss auf die Qualität, die Endmontage und die Leistung von Verbrennungsmotoren oder Elektromotoren haben.
Ein Werkzeug zur Messung von Rattern an Wellen nach einem Schleifprozess wäre ein taktiles Wellenmessgerät von Adcole. Diese Messgeräte liefern zusammen mit einer geeigneten Software, die eine Vielzahl von GD&T-Parametern messen kann, wertvolle Daten und Analysen, um die hohen Qualitätsanforderungen an rotierende Wellen zu erfüllen. Im Bereich der Nockenwellen liefert die Analyse eines Nockenbasisbereichs, in dem die Schleifgeschwindigkeit über einen konstanten Radius gleichmäßig ist, ein klareres Signal zur Erkennung von Rattern. Der Hubbereich der Nocke, in dem sich der Radius schnell ändert, könnte separat analysiert werden und zusätzliche Informationen über die Oberfläche liefern, die mit einer einstellbaren Geschwindigkeit geschliffen worden wäre.
Die Maschinenbauingenieurin Danielle Collins schrieb in dem Artikel „Wie werden schnelle Fourier-Transformationen in der Schwingungsanalyse eingesetzt?“: „Da viele vibrationsbedingte Probleme bei bestimmten Frequenzen auftreten, können die Ursache und der Ort der Schwingung anhand der Amplitudenschwankungen bei bestimmten Frequenzen eingegrenzt oder identifiziert werden.“ Aus diesem Grund ist die Berechnung der Amplitude über einen Frequenzbereich besser als das einfache Zählen von Nocken oder Spitzen innerhalb des Profilfehlers.
Alle Messdaten werden direkt in eine Datenerfassungssoftware eingegeben, die das Signal entweder als Amplitude im Verhältnis zur Zeit, bekannt als Zeitwellenform, oder als Amplitude im Verhältnis zur Frequenz, bekannt als schnelle Fourier-Transformation (FFT), oder beides aufzeichnet. All diese Daten werden durch Algorithmen eines Computerprogramms analysiert, die wiederum von Ingenieuren oder geschulten Schwingungsanalysten ausgewertet werden, um den Zustand der Maschine zu bestimmen und mögliche drohende Probleme wie Lockerungen, Unwucht, Fehlausrichtung, Schmierprobleme und mehr zu identifizieren. Die Schwingungsanalyse kann Probleme wie Unwucht oder Probleme beim Abrichten von Rädern erkennen.
Rattern kann sich auch auf einem Wellenzapfen verbergen, indem es nur über einen kleinen Winkelbereich auftritt. Dies erschwert die Messung und Erkennung. Eine weitere Methode ist die Quadrantenanalyse, die für Zapfen an jeder rotierenden Welle verwendet werden kann. Damit können die gesamten 360 Grad der Rundheitsdaten auf Rattern analysiert werden, wobei der Rundheitsfehler für die Ratternanalyse in vier 90-Grad-Bereiche unterteilt wird. Diese Analyseoption bietet ein Werkzeug, mit dem ein „Ratterausbruch” auf der Oberfläche eines Zapfens erkannt werden kann, bei dem während des Produktionsprozesses ein Bereich von normalerweise weniger als 90 Grad ein Wellenmuster aufweist. Die Amplitude dieser Wellen ist häufig zu gering, um die Rundheits- oder sogar Lobing-Messparameter zu beeinflussen, kann jedoch dennoch zu NVH-Problemen bei der Endmontage des Motors führen. Durch die Analyse des Rundheitsfehlers über 90 Grad ist es möglich, eine höhere Amplitude von Rattern zu messen, die die definierte Toleranz überschreiten kann.
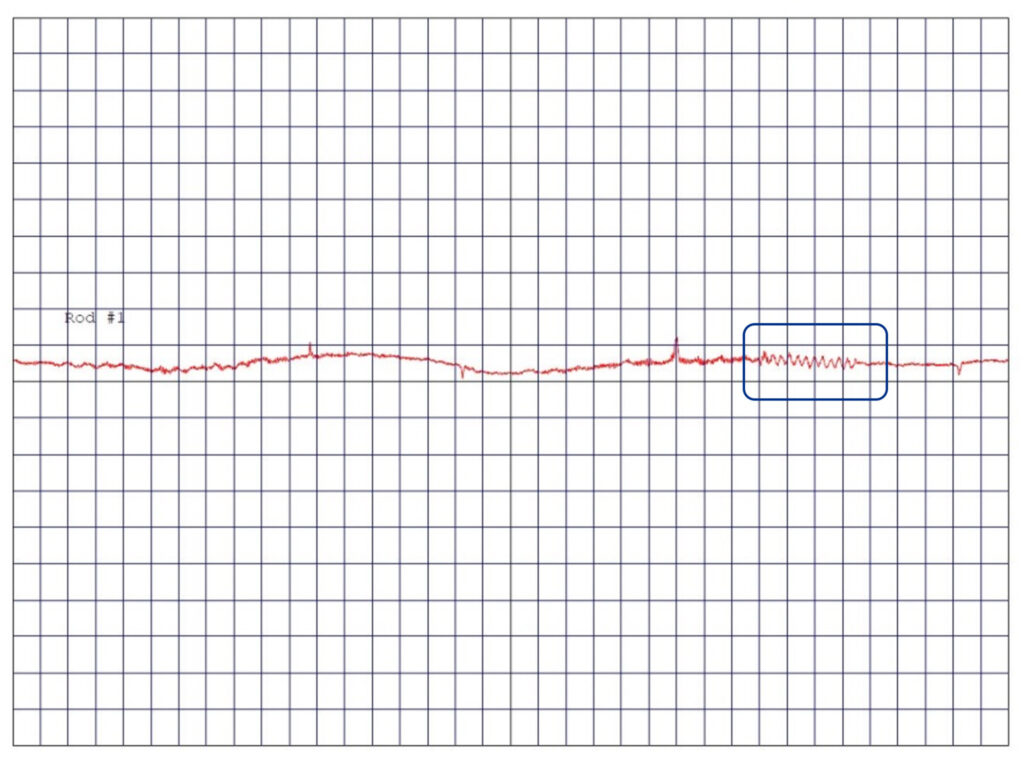
Abbildung 1A: Ein Rundheitsfehlerdiagramm einer Messung an Stange 1. Es gibt einen Bereich im rechteckigen Kasten, der einen Chatter Burst anzeigt. Er erstreckt sich über einen kleinen Winkelbereich von ~35 Grad. Wenn der gesamte Rundheitsfehler über 360 Grad auf Rattern analysiert wird, wird die Amplitude dieses 35-Grad-Bereichs abgeschwächt, da diese Frequenz in den übrigen Rundheitsfehlerdaten nicht einheitlich ist. Bei der Analyse dieser Daten über 90-Grad-Quadranten ist es möglich, den „Ratternausbruch” in einem kleinen Winkelbereich zu erkennen, was wichtige Informationen zu einem potenziellen Problem im Fertigungsprozess liefert.
Eine Methode zum Auffinden von Rattern über einen begrenzten Winkelbereich ist die Verwendung einer „Gleitfenster”-Methode. Damit kann das Winkel-Fenster in Grad und die Gleitgrad-Schritte eingestellt werden. Dieses Gleitfenster durchläuft die gesamten 360 Grad der Rundheits- oder Profilfehlerdaten und ermittelt die maximale Amplitude und den Winkelbereich, in dem dies aufgetreten ist. Wichtig ist auch, dass die erforderlichen Tests die Entwicklung einer Ratschentoleranz und eines Ratschenbereichs ermöglichen, der über einen bestimmten Winkelbereich analysiert werden kann. Dies kann auf der Grundlage einer Reihe von Tests an bekannten „lauten” Wellen und einem Vergleich mit derselben Testreihe an bekannten „leisen” Wellen erfolgen.
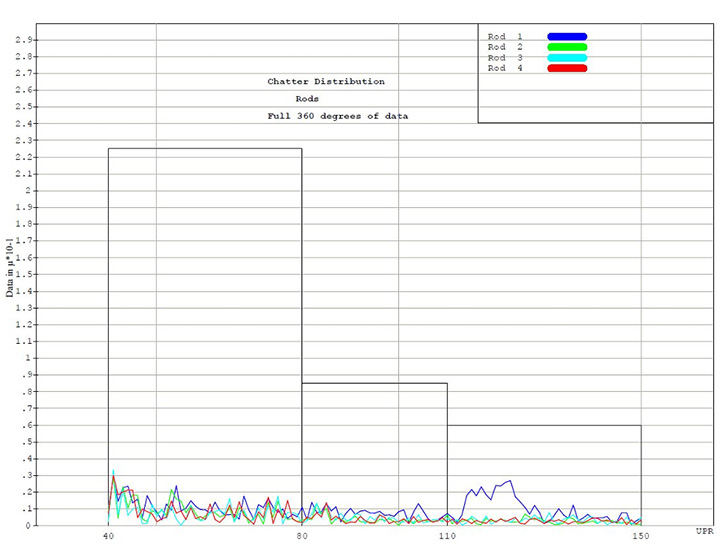
Abbildung 1B: Vollständige 360
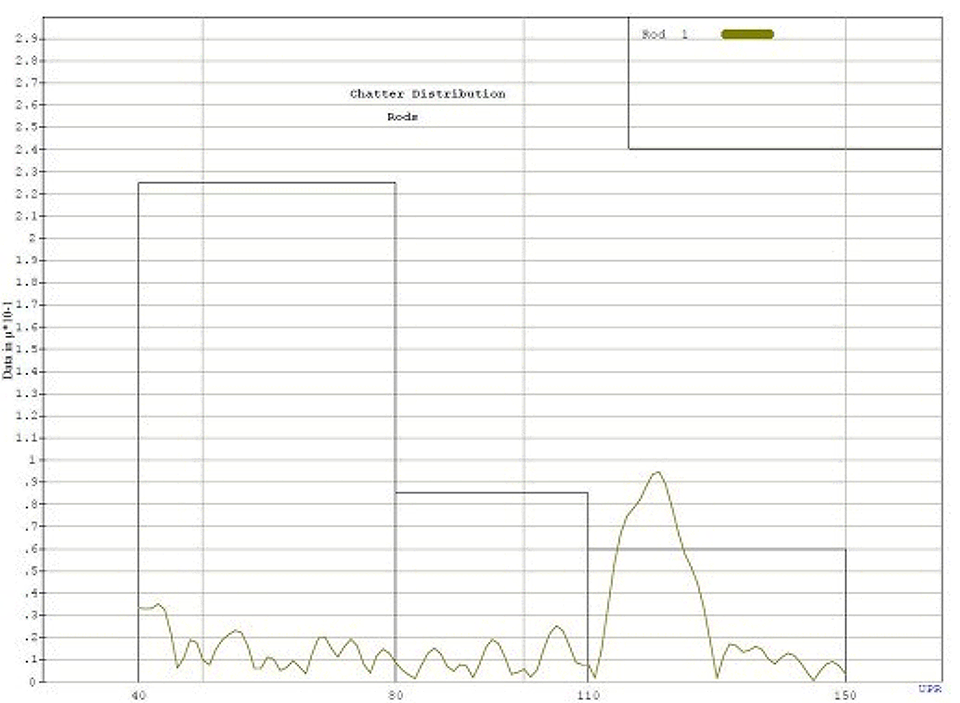
Abbildung 1C: 90-Grad-Quadrant
Ausgabe der Ratternmessungen
Chatter kann auf Teiloberflächen auf unterschiedliche Weise auftreten. Manchmal kann es über einen großen Winkelbereich auftreten und eine klare Frequenz aufweisen. Dies kann möglicherweise in einem Rundheits- oder Profilfehlerdiagramm des zu messenden Elements gesehen werden. Chatter kann jedoch auch in einem Rundheits- oder Profilfehlerdiagramm maskiert werden, da diese häufig einen Filter auf die Fehlerdaten anwenden, der das Chatter verbergen kann.
In Abbildung 2 aist ein Fehlerdiagramm der Rundheit des Zapfens und des Profils der Nockenwelle dargestellt, wobei die sechs Nocken am unteren Rand des Diagramms zu sehen sind. Diese Nockenprofil-Diagramme zeigen den Grundkreisbereich zwischen 0 und 90 Grad sowie zwischen 270 und 360 Grad. Der Fehler im Hubbereich liegt zwischen 90 und 270 Grad. In diesem Beispiel ist ein deutliches Muster von Wellen im Grundkreisbereich zu erkennen. Da der Grundkreis einen konstanten Radius hat, wird er normalerweise mit konstanter Geschwindigkeit geschliffen – dies gilt jedoch nicht für den Hubbereich.
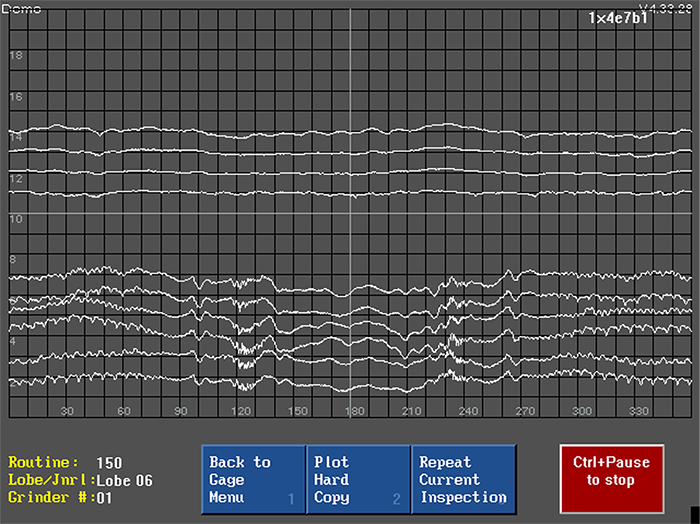
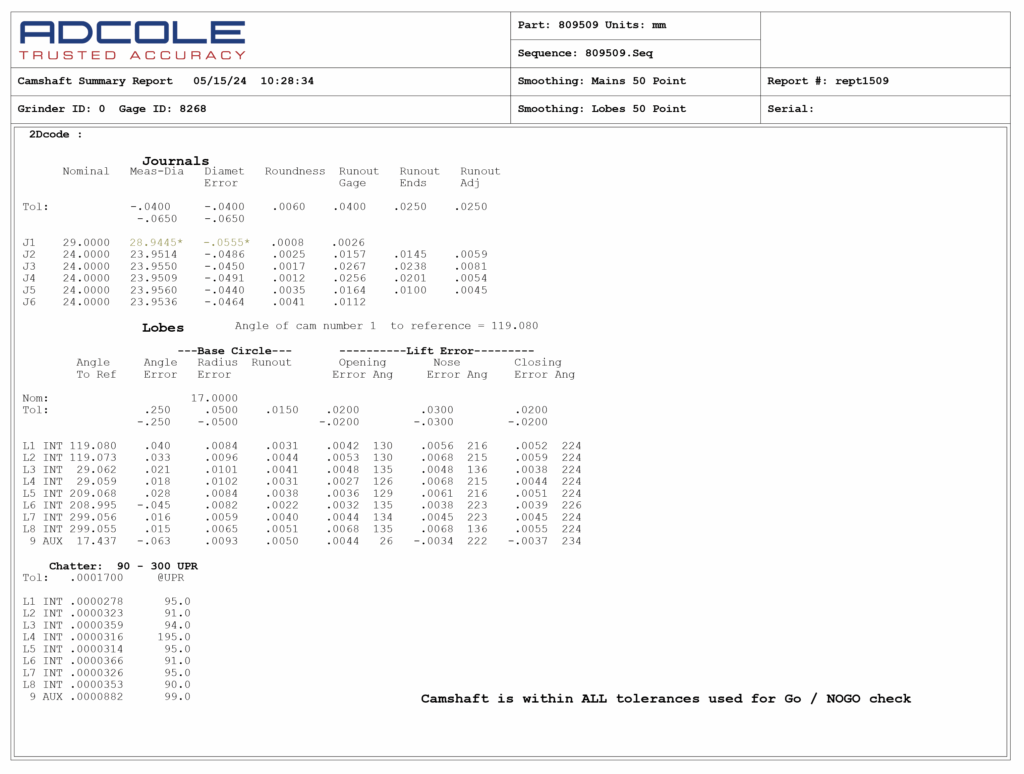
Abbildung 2B: Beispiel für einen numerischen Bericht zur Rundheit und zum Profil der Nockenwelle mit Chatter-Ausgabe
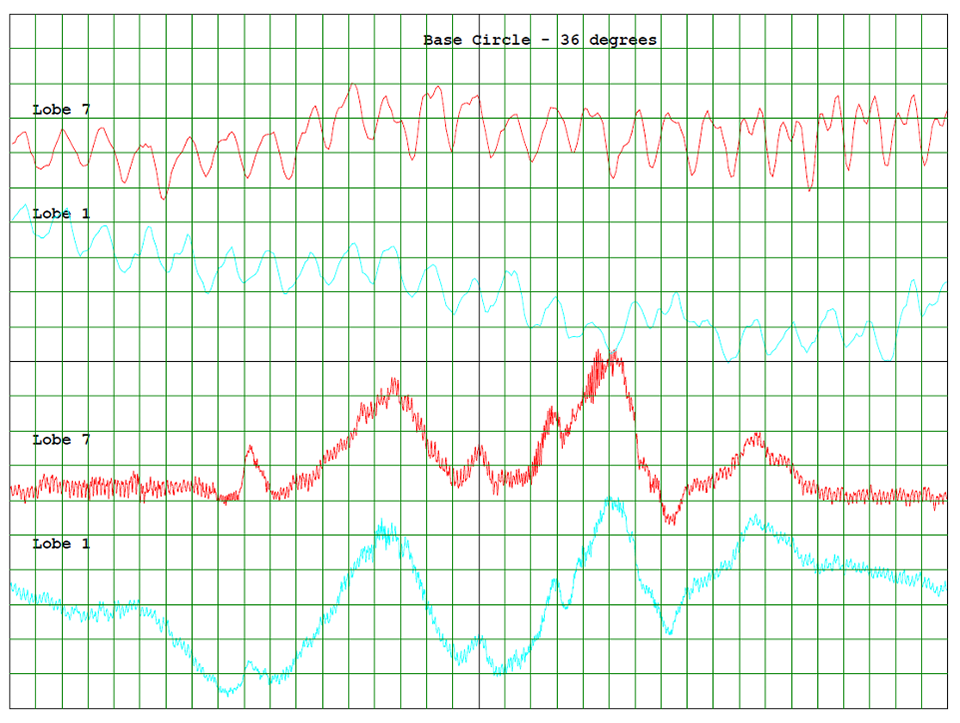
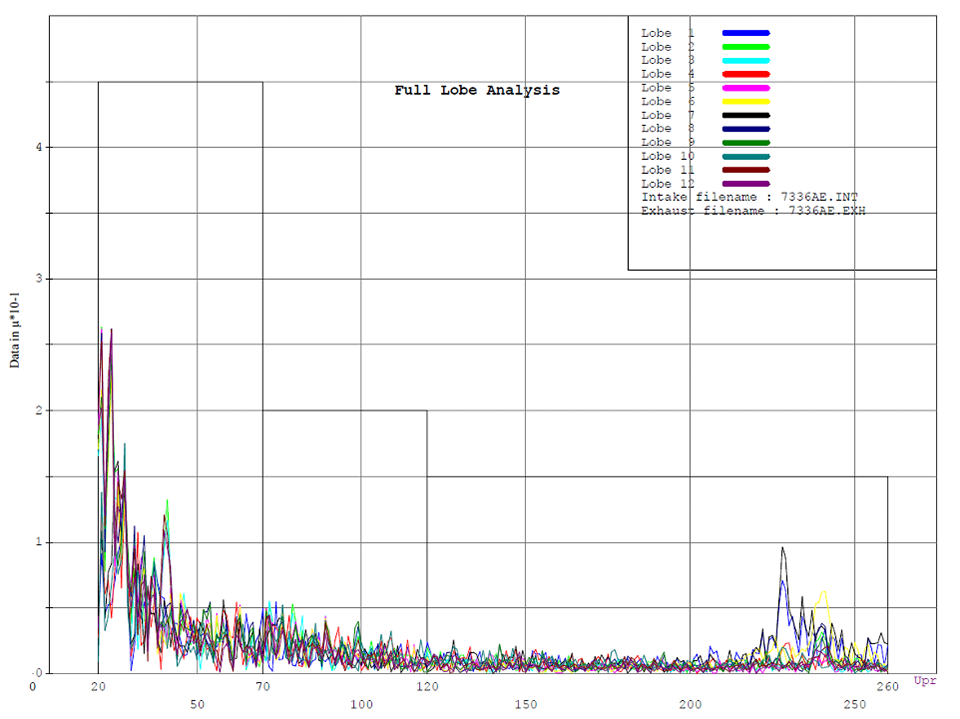
Abbildung 4: Daten zum Nockenflattern über den gesamten Profilfehlerbereich von 360 Grad. Die Amplitude des Flatterns wird gedämpft, wenn man den gesamten Bereich von 360 Grad betrachtet, im Vergleich zur Betrachtung nur des Grundkreisbereichs. Dies liegt daran, dass die Frequenz im Grundkreisbereich des Nockenprofilfehlers viel sauberer ist.
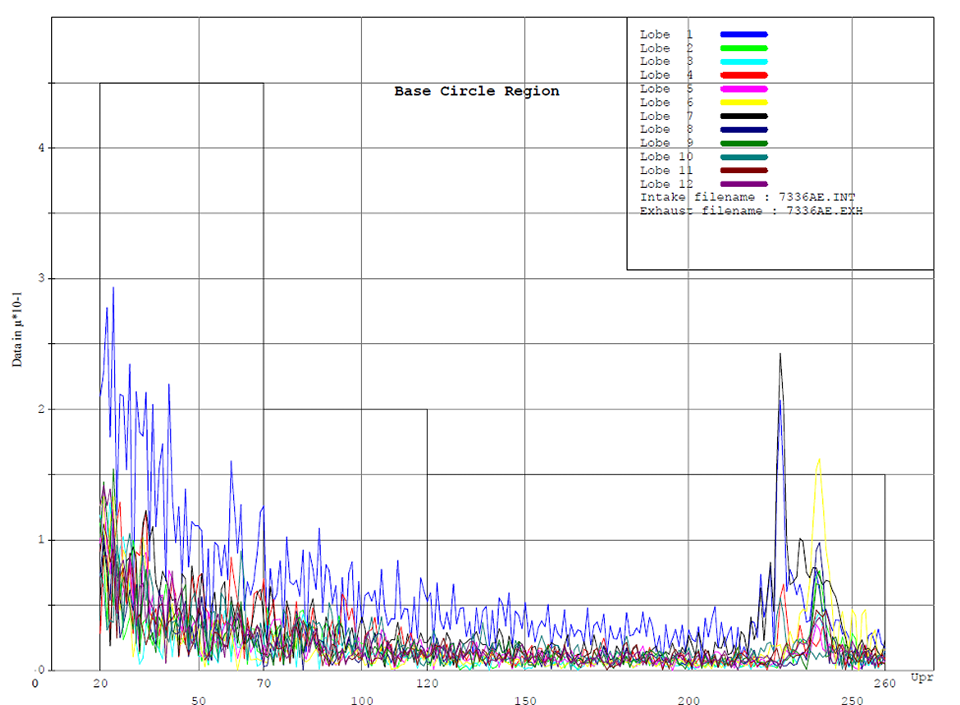
Abbildung 5: Chatter-Diagramm zur Analyse des Lappen-Grundkreisbereichs. Lappen 1 (blau) und Lappen 7 (schwarz) zeigen die hohe Amplitude bei 232 UPR.
Einige Unternehmen verwenden ein Verfahren zur Lobenzählung, um Probleme im Fertigungsprozess zu ermitteln. Dies ist hilfreich, um Winkelbereiche in der Rundheit oder im Profilfehler zu bestimmen, die Nichtkonformität aufweisen, hat jedoch Schwächen, da es sich auf eine interne Definition stützt, wie ein Lobe oder eine Spitze definiert wird, damit sie gezählt werden kann. Dabei wird normalerweise nicht nach gleichen Abständen zwischen den Spitzen gesucht, sodass keine bestimmte Häufigkeit des Auftretens bestimmt werden kann.
Fazit
Die Messung von Rattern ist entscheidend für die konsistente Herstellung hochwertiger Wellen, die über lange Zeiträume ohne Geräusche und Vibrationen funktionieren, die zu einem schnelleren Verschleiß oder Ausfall von Teilen führen können. Ein Präzisionsdrehteil mit messbarem Rattern, das mit hohen Drehzahlen rotiert, kann zu einem vollständigen Ausfall des Motors oder Systems führen. Mit Werkzeugen mit erweiterten Analyseoptionen, die das Oberflächenrattern über definierte Bereiche hinweg untersuchen können, lassen sich Probleme in der Fertigung erkennen, bevor das Produkt das Werk verlässt. Wellenhersteller sollten in geeignete Qualitätswerkzeuge oder Messgeräte für Inline- oder Auditraumumgebungen investieren, um potenzielle Fehler in der Fertigung außerhalb der festgelegten Toleranzen zu analysieren und Maßnahmen zu ihrer Behebung zu ergreifen.
Collins, D. (2022, October 17). How are fast Fourier transforms used in vibration analysis. Motion Control Tips. https://www.motioncontroltips.com/how-are-fast-fourier-transforms-used-in-vibration-analysis/