Präzisionswellenmessung
Adcole ist das einzige Unternehmen, das sich ausschließlich der Verbesserung der Qualität von zylindrischen und exzentrischen rotierenden Wellen widmet, die in Ihren Baugruppen verwendet werden. Selbst Oberflächenabweichungen im Mikrometerbereich können die Leistung und Langlebigkeit dieser Komponenten erheblich beeinträchtigen. Probleme wie reibungsintensive Kontaktpunkte und Unwuchten können zu Vibrationen führen, die die Integrität der Endbaugruppe beeinträchtigen. Eine schlechte Wellenqualität kann kostspielig sein – sowohl in Bezug auf die Leistung als auch auf die Produktion. Aus diesem Grund müssen Ingenieure und Produktionsleiter robuste Qualitätskontrollsysteme implementieren und sicherstellen, dass sie über die richtigen Werkzeuge verfügen, um kritische Merkmale präzise zu messen und zu überwachen.
1957 gründete Addison D. Cole die Adcole Corporation, heute Adcole LLC, ein Unternehmen, das sich zu einem revolutionären Hersteller von Industrietechnologie in der Automobil- und Raumfahrtindustrie entwickeln sollte.
Nach einer zufälligen Begegnung in den 1960er Jahren mit einem Antriebsstrangingenieur der International Harvester Company, heute Navistar, hatte Cole die Vision, wie die Kalibrierungstechniken von Adcole für deren Feinwinkel-Sonnensensoren auf Präzisionsmesstechnik für die Nockenwellenproduktion angewendet werden könnten. Mit diesem „Heureka“-Moment wurde Adcole zum weltweit ersten Unternehmen, das automatisierte Wellenmesstechnik-Systeme herstellte, deren Genauigkeit, Präzision und Langlebigkeit einen bis heute unübertroffenen Qualitätsstandard gesetzt haben.
Mit der Etablierung der wichtigsten Produktlinien von Adcole wurde der breiteren industrietechnologischen Gemeinschaft klar, dass dies unter der Führung von Herrn Cole ein Unternehmen sein würde, das sich der Lösung komplexer Probleme sowohl im Weltraum als auch hier auf der Erde widmen, die Grenzen von Präzision, Genauigkeit und Qualität erweitern und für immer als führend im Bereich der TRUSTED ACCURACY-Systemeanerkannt sein würde .“
Warum Adcole
Mit über 60 Jahren Erfahrung hat Adcole den Industriestandard für die Wellenmessung gesetzt und ist zum Maßstab geworden, an dem alle anderen gemessen werden. Die Maßgenauigkeit ist bei vielen Wellenmerkmalen von entscheidender Bedeutung, und die Messgeräte von Adcole sind für diese hochpräzisen Anwendungen ideal geeignet. Typische Beispiele sine Hebelzapfen und Lagerzapfen an Nockenwellen, Druckflächen und Zapfen an Kurbelwellen sowie Wellendurchmesser und Zahnradzähne an EV-Rotorenwellen.

| Gemessene Parameter |
Winkeligkeit
Die Winkeligkeit steuert die Ausrichtung eines Merkmals in einem bestimmten Winkel (außer 90°) relativ zu einem Bezugspunkt.
Trommelfehler/Mittelabweichung
Wenn der Durchmesser eines zylindrischen Merkmals in der Mitte größer ist als an den Enden und auf der Differenz zwischen dem gemessenen Durchmesser des mittleren Schnitts und dem Durchschnitt der Durchmesser der beiden äußeren Schnitte basiert.
Chatter
Chatter bezeichnet unerwünschte Oberflächenunregelmäßigkeiten, die durch Vibrationen während der Bearbeitung verursacht werden und die Form- und Profiltoleranzen beeinträchtigen können. Obwohl es sich nicht um einen definierten GD&T-Begriff handelt, kann Chatter dazu führen, dass Teile aufgrund von Abweichungen von den festgelegten geometrischen oder Oberflächengüteanforderungen die Prüfung nicht bestehen.
Konzentrizität/Exzentrizität
Die Konzentrizität ist eine Toleranz, die angibt, wie genau die Achsen von zwei oder mehr zylindrischen oder sphärischen Merkmalen mit einer gemeinsamen Bezugsachse ausgerichtet sind.
Zylindrizität
Eine Formtoleranz, die angibt, wie nah ein Merkmal an einem perfekten Zylinder liegt. Sie stellt sicher, dass die Oberfläche eines zylindrischen Teils über seine gesamte Länge und seinen gesamten Umfang gleichmäßig und glatt ist, und wird durch die Differenz zwischen dem maximalen Radius und dem minimalen Radius aller drei Messungen relativ zur Achse der Außenschnitte definiert.
Durchmesser/Radius
Wird verwendet, um anzugeben, dass eine Toleranz oder ein Maß für ein zylindrisches Merkmal gilt, z. B. ein Loch oder eine Welle. Der Durchmesser basiert auf einer einzigen radialen Messung. Die Messwerte des Mitnehmers werden addiert und durch die Anzahl der Datenpunkte pro Umdrehung geteilt und dann mit zwei multipliziert, um den durchschnittlichen Durchmesser zu erhalten.
Ebenheit
Die Ebenheit ist eine Formtoleranz, die sicherstellt, dass alle Punkte auf einer Oberfläche innerhalb von zwei parallelen Ebenen liegen, die einen bestimmten Abstand voneinander haben.
Lineare Parallelität
Die Parallelitätstoleranz, die auf ein lineares Merkmal wie eine Oberfläche oder eine Achse angewendet wird, um sicherzustellen, dass es konsistent parallel zu einem festgelegten Bezugspunkt bleibt, und die anhand von zwei linearen Scans gemessen wird, die im Abstand von 180 Grad voneinander durchgeführt werden.
Lineare Verjüngung
Bezieht sich auf eine gleichmäßige Änderung des Durchmessers entlang der Länge eines zylindrischen oder konischen Merkmals. Die lineare Verjüngung wird anhand der beiden linearen Scans gemessen, die im Abstand von 180 Grad voneinander aufgenommen werden.
Unrundheit
Ein Formfehler, bei dem ein kreisförmiges Merkmal (wie ein Loch oder eine Welle) von einem perfekten Kreis abweicht und Lappen bildet – kleine, wellenförmige Verzerrungen um seinen Umfang herum. Er wird gemessen anhand der Differenz zwischen dem maximalen Radius und dem minimalen Radius relativ zum Mittelpunkt der kleinsten Quadrate einer einzelnen radialen Messung über einen definierten Winkelbereich.
Parallelität
Eine Art der Orientierungssteuerung, die sicherstellt, dass ein Merkmal (wie eine Oberfläche oder Achse) innerhalb einer bestimmten Toleranz parallel zu einem Bezugspunkt ist, wobei die Messung auf den radialen Messungen der beiden Außenabschnitte des Zapfens basiert.
Rechtwinkligkeit
Die Rechtwinkligkeit ist eine Ausrichtungstoleranz, die sicherstellt, dass eine Oberfläche, Achse oder Mittelebene genau 90° zu einem festgelegten Bezugselement steht.
Kantenerkennung / Materialaufbau
Materialaufbau bezieht sich auf überschüssiges oder zurückgebliebenes Material auf einer Oberfläche – wie Grate oder Ablagerungen –, das die genaue Messung und Prüfung beeinträchtigen kann. Obwohl es sich nicht um einen formalen GD&T-Begriff handelt, kann es Toleranzen wie Ebenheit, Profil und Rechtwinkligkeit beeinflussen, indem es falsche Messwerte oder Oberflächenunregelmäßigkeiten verursacht.
Rundheit
Die Differenz zwischen dem maximalen Radius und dem minimalen Radius relativ zum Mittelpunkt der kleinsten Quadrate einer einzelnen radialen Messung.
Rundlauf / Gesamtrundlauf
Eine Toleranz, die steuert, wie stark eine Oberfläche oder ein Merkmal variieren darf, wenn das Teil um eine Bezugsachse gedreht wird. Sie wird verwendet, um sicherzustellen, dass rotierende Teile wie Wellen, Zahnräder oder Räder gleichmäßig drehen, ohne zu wackeln oder zu vibrieren. Der Gesamtrundlauf steuert die allgemeine Geradheit und Glätte der Welle während ihrer Drehung. Der Rundlauf basiert auf einer einzigen radialen Messung und ist definiert als die Differenz zwischen dem maximalen Radius und dem minimalen Radius relativ zur Referenzachse.
Neigung
Die Neigung wird als Änderungsrate der Höhe oder des Winkels einer Oberfläche beschrieben und kann mithilfe von Winkeligkeit, Profil oder Grundabmessungen in Kombination mit Bezugspunkten gesteuert werden.
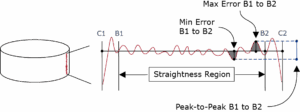
Geradheit
Die Geradheit bezieht sich auf die Differenz zwischen der maximalen positiven Abweichung und der maximalen negativen Abweichung relativ zur Linie der kleinsten Quadrate einer einzelnen vertikalen Messung.
Konizität
Eine allmähliche Änderung des Durchmessers entlang der Länge eines zylindrischen oder konischen Merkmals, die Konizitätsmessung, insbesondere bei Zapfen, basiert auf den radialen Messungen der beiden Außenschnitte des Zapfens.
Hub (Stangen)
Dieser Parameter wird anhand der Informationen aus den berechneten Mittelpunkten der beiden äußeren Schnitte berechnet. Der Abstand zwischen diesen Mittelpunkten und der angegebenen Teilachse bestimmt den Versatz.
Wirkliche Position (Stangen)
Steuert die genaue Position eines Merkmals – wie einer Bohrung, eines Schlitzes oder eines Stifts – relativ zu einem Bezugsrahmen. Der Parameter für die tatsächliche Position wird anhand der Informationen aus den Berechnungen für den Ausschlag und den Index für die Stangenzapfen berechnet.
Breite (Hauptteile und Stangen)
Bezieht sich in der Regel auf den Abstand zwischen zwei parallelen Oberflächen oder Merkmalen, wie z. B. die Dicke eines Schlitzes oder den Durchmesser eines Lochs, und kann durch Toleranzen wie Profil, Parallelität oder Position weiter verfeinert werden, um eine präzise Kontrolle über die Größe und Ausrichtung des Merkmals zu gewährleisten.
Z-Position (Hauptteile und Stangen)
In GD&T wird diese Art der Positionskontrolle in der Regel mithilfe der Positionstoleranz (⌀) durchgeführt, die auf ein Merkmal relativ zu einem Bezugsrahmen angewendet wird, der die Z-Achse als einen der Bezugspunkte enthalten kann.
Software
Diese Werkzeuge verfügen häufig über Funktionen zur Fehlerverfolgung, zur Analyse von Leistungskennzahlen und zur Erstellung detaillierter Berichte. Durch die Bereitstellung von Erkenntnissen zu Verbesserungsmöglichkeiten hilft die Adcole-Messgerätesoftware Ihrem Unternehmen, höchste Standards einzuhalten und Ihre Produkte kontinuierlich zu verbessern.