Como determinar se há um problema de vibração em um processo de retificação
Will Smith – Director of Software, Adcole LLC
O que é Chatter e suas fontes
Chatter é um padrão repetitivo de pequenos picos ou “ondulações” que ocorre em intervalos regulares e pode aparecer na superfície acabada de uma peça usinada. A vibração não é um erro de forma (arredondamento e lóbulos), e a vibração não é o acabamento da superfície (rugosidade); ao contrário, ela existe entre esses dois regimes. Em componentes críticos, como um eixo rotativo em um motor, a vibração pode causar problemas na montagem final que podem levar à falha prematura da peça e danificar outros componentes. Este artigo explorará os motivos da vibração em componentes de eixo, métodos de avaliação e resultados de medições para melhorar a qualidade do eixo em montagens de alta demanda.
A vibração, uma das principais fontes de ruído, vibração e aspereza (NVH) em motores, pode ser encontrada com processos e equipamentos de qualidade adequados. A vibração pode ser gerada em qualquer operação de usinagem, como fresamento, torneamento, mandrilamento, retificação etc. Mais especificamente, a vibração é geralmente causada por desequilíbrios da ferramenta, falta de rigidez da ferramenta ou da fixação, rigidez não isotrópica da peça – um problema específico com virabrequins, centros de peças fora de esquadro, mau funcionamento ou desgaste do equipamento e outras fontes de desequilíbrio ou vibração.
Por que a inspeção de vibração é importante
Os motores modernos e os motores de combustão interna (ICE) exigem tolerâncias mais rígidas e maior desempenho, o que torna a eficiência e a longevidade cruciais. Eixos rotativos com padrões de vibração podem causar problemas de ruído e vibração excessivos na montagem final de um motor ou motor, podendo levar a problemas de NVH que podem exigir recalls, o que pode levar à insatisfação do cliente, danos à reputação e perda de vendas. Isso é particularmente verdadeiro em requisitos de alta RPM, como eixos de rotor de EV, que podem atingir 20.000 RPM ou mais.
A vibração é um recurso que tem sido medido e analisado pelos fabricantes há décadas, mas também é negligenciado ao projetar uma nova peça. Seja para motores ou máquinas, o monitoramento desse parâmetro pode ser fundamental. Embora as máquinas de produção geralmente sejam priorizadas nos orçamentos, os equipamentos de controle de qualidade são igualmente importantes. A baixa qualidade pode custar caro, portanto, os engenheiros e gerentes de produção devem desenvolver sistemas robustos de controle de qualidade e garantir que tenham o equipamento certo para medir os recursos necessários.
A vibração geralmente ocorre em uma frequência específica relacionada à proporção entre a velocidade de rotação do rebolo ou da ferramenta de corte e a velocidade de rotação da peça. A “frequência natural” resultante do processo mostrará uma assinatura consistente, muitas vezes com harmônicos mais altos presentes no gráfico de domínio de frequência. Os parâmetros do processo são ajustados para controlar a amplitude nessa “frequência natural” e/ou mudar a frequência em que ela ocorre para atender aos requisitos do produto. Aumentos no valor da amplitude nessa frequência e/ou picos de amplitude adicionais em outras frequências geralmente indicam um problema relacionado ao processo ou influências externas. As influências externas podem incluir motores próximos, bombas, outros equipamentos (como máquinas de estampar ou prensar) ou tráfego de empilhadeiras. A saída de vibração pode ajudar a orientar técnicos e engenheiros para a origem do problema, levando à correção e à restauração da qualidade do produto.
Como inspecionar a vibração
As máquinas de controle de qualidade são otimizadas para medir um conjunto específico de parâmetros; por exemplo, uma máquina tátil de precisão pode medir a vibração, enquanto uma máquina óptica não pode (ou não é tão eficaz). A vibração não é algo que seria detectado pela avaliação de características padrão de GD&T, como arredondamento ou refinamentos de dados de arredondamento, como arredondamento de setor ou lobing. A amplitude pode ser bem pequena em níveis submicrônicos, a vibração pode ser limitada a uma única área e a frequência da vibração pode variar significativamente. Entretanto, independentemente das variações de amplitude, região ou frequência, a vibração ainda pode ter um impacto perceptível na qualidade, na montagem final e no desempenho de motores elétricos ou de ICE.
Uma ferramenta para medir a vibração nos eixos após um processo de retificação seria um medidor de metrologia de eixo tátil da Adcole. Esses medidores, juntamente com o software adequado que pode medir uma ampla gama de parâmetros GD&T, fornecem dados e análises valiosos para manter a qualidade exigida para eixos rotativos. No mundo dos eixos de comando de válvulas, a análise da região do círculo da base do lóbulo, onde a velocidade da esmerilhadeira seria uniforme em um raio constante, fornece um sinal mais limpo para detectar um problema de vibração. A região de elevação do lóbulo, onde os raios mudam rapidamente, pode ser analisada separadamente, fornecendo informações adicionais sobre a superfície que teria sido retificada com uma velocidade ajustável.
A engenheira mecânica Danielle Collins escreveu no artigo “Como as transformações rápidas de Fourier são usadas na análise de vibração?””E como muitos problemas relacionados à vibração ocorrem em frequências específicas, a causa e o local da vibração podem ser reduzidos ou identificados com base nas variações de amplitude em determinadas frequências.” É por isso que calcular a amplitude em um domínio de frequência é melhor do que simplesmente contar lóbulos ou picos dentro do erro de perfil.
Todos os dados de medição vão diretamente para o software de coleta de dados, que registra o sinal como amplitude versus tempo, o que é conhecido como forma de onda de tempo, ou amplitude versus frequência, o que é conhecido como transformada rápida de Fourier (FFT), ou ambos. Todos esses dados são analisados por algoritmos de programas de computador, que, por sua vez, são analisados por engenheiros ou analistas de vibração treinados para determinar a integridade da máquina e identificar possíveis problemas iminentes, como folga, desbalanceamento, desalinhamento, problemas de lubrificação e muito mais. A análise de vibração pode detectar problemas como desequilíbrio da roda ou problemas com o revestimento da roda.
A vibração também pode se mascarar em um munhão de eixo, aparecendo apenas em uma pequena faixa angular. Isso dificulta a medição e a detecção. Outro método é a opção de análise de quadrante, que pode ser usada para eixos em qualquer eixo rotativo. Isso permite que todos os 360 graus de dados de circularidade sejam analisados quanto à vibração e divide o erro de circularidade em quatro regiões de 90 graus para análise de vibração. Essa opção de análise fornece uma ferramenta que pode detectar uma “explosão de vibração” na superfície de um munhão, onde, durante o processo de produção, uma região geralmente com menos de 90 graus exibe um padrão de ondulações. A amplitude dessas ondulações é frequentemente muito pequena para afetar a circularidade ou até mesmo os parâmetros de medição do lobing, mas ainda assim pode causar problemas de NVH na montagem final do motor. Ao analisar o erro de circularidade em 90 graus, é possível medir uma amplitude maior de vibração que pode exceder a tolerância definida.
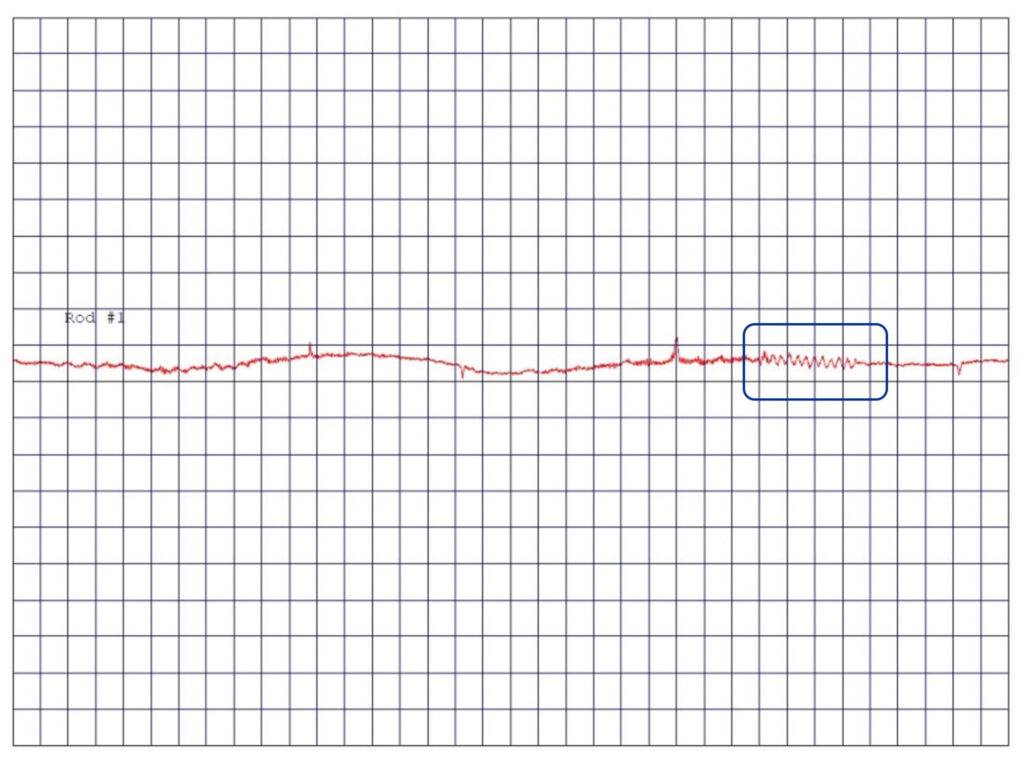
Figura 1A: Um gráfico de erro de circularidade de uma medição na haste 1. Há uma região na caixa retangular que indica uma explosão de vibração. Ela está em uma pequena faixa angular de aproximadamente 35 graus. Quando os 360 graus completos de erro de circularidade são analisados quanto à vibração, a amplitude dessa região de 35 graus será diluída porque essa frequência não é uniforme no restante dos dados de erro de circularidade. Ao analisar esses dados em quadrantes de 90 graus, é possível captar a “explosão de vibração” em uma pequena janela angular, fornecendo informações críticas sobre um possível problema no processo de fabricação.
Um método para encontrar a vibração em uma faixa angular limitada é usar um método de “janela deslizante”. Isso permite definir a janela angular em graus e o incremento de graus de deslizamento. Essa janela deslizante percorrerá todos os 360 graus de arredondamento ou dados de erro de perfil e determinará a amplitude máxima e a região angular em que isso ocorreu. Também é importante que os testes necessários permitam o desenvolvimento de uma tolerância de vibração e uma faixa de vibração a ser analisada em uma região angular especificada. Isso pode se basear na execução de uma série de testes em eixos conhecidos como “ruidosos” e na comparação com a mesma série de testes em eixos conhecidos como “silenciosos”.
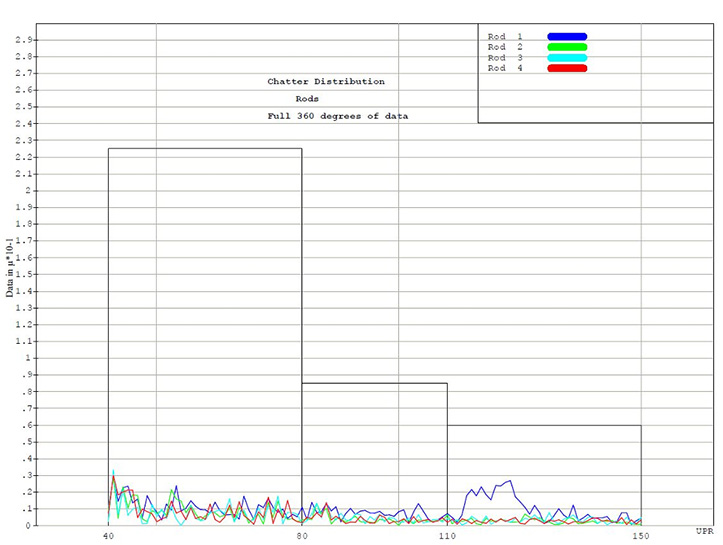
Figura 1B: 360º completo
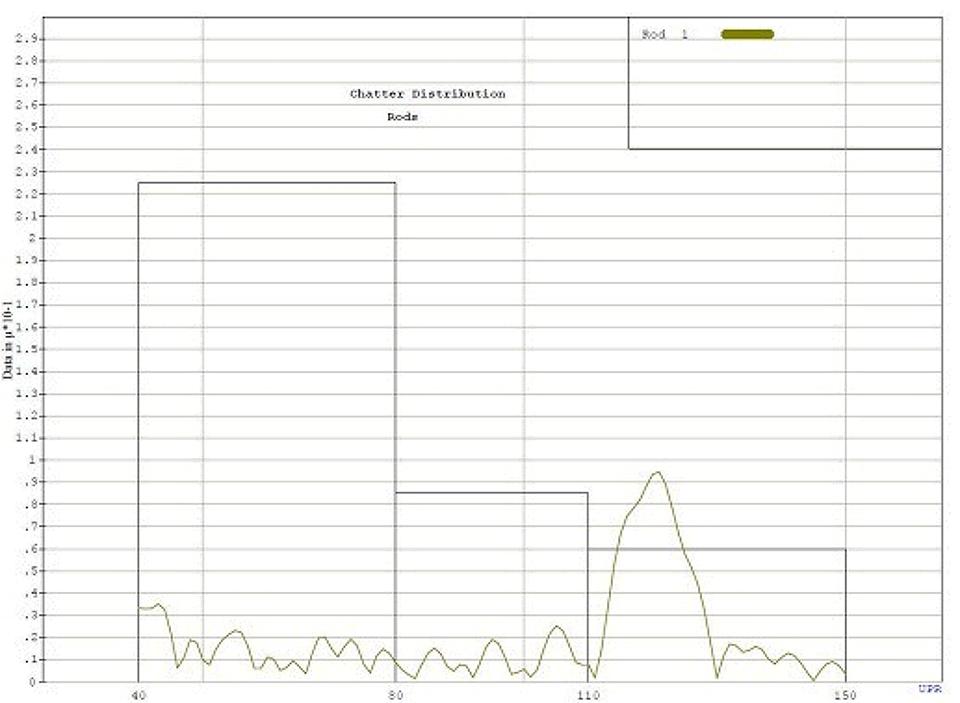
Figura 1C: quadrante de 90 graus
Resultado das medições de vibração
A vibração pode aparecer nas superfícies das peças de diferentes maneiras. Às vezes, ela pode aparecer em uma grande janela angular e ter uma frequência limpa. Isso pode ser visto em um gráfico de erro de arredondamento ou perfil do elemento específico que está sendo medido. No entanto, a vibração também pode ser mascarada em um gráfico de erro de arredondamento ou de perfil, uma vez que eles geralmente aplicam um filtro aos dados de erro que pode ocultar a vibração.
Na Figura 2a, há um gráfico de erro de circularidade do munhão e erro de perfil do lóbulo do eixo de comando de válvulas, com os seis lóbulos na parte inferior do gráfico. Esses gráficos de perfil do lóbulo mostram a região do círculo de base entre 0-90 graus e 270-360 graus. O erro da região de elevação é de 90 a 270 graus. Neste exemplo, você pode ver um padrão claro de ondulações na região do círculo base. Como o círculo da base tem um raio constante, ele normalmente é retificado em uma velocidade constante, o que não é verdade para a região de elevação.
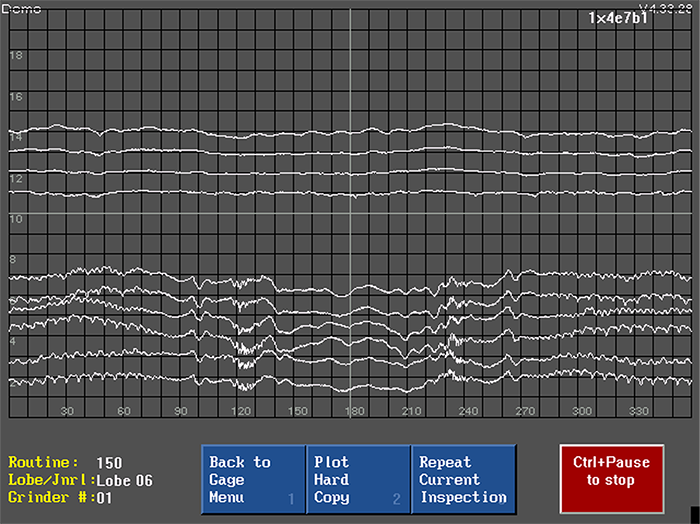
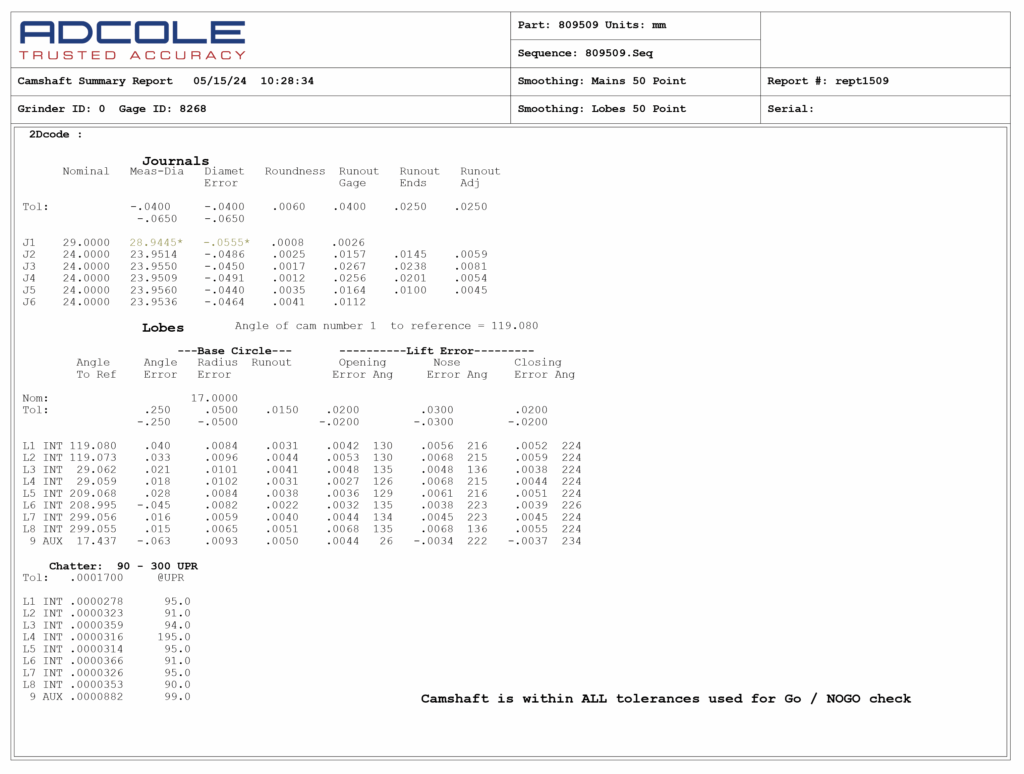
Figura 2B: Exemplo de relatório numérico do perfil e da circularidade do eixo de comando de válvulas com saída de vibração
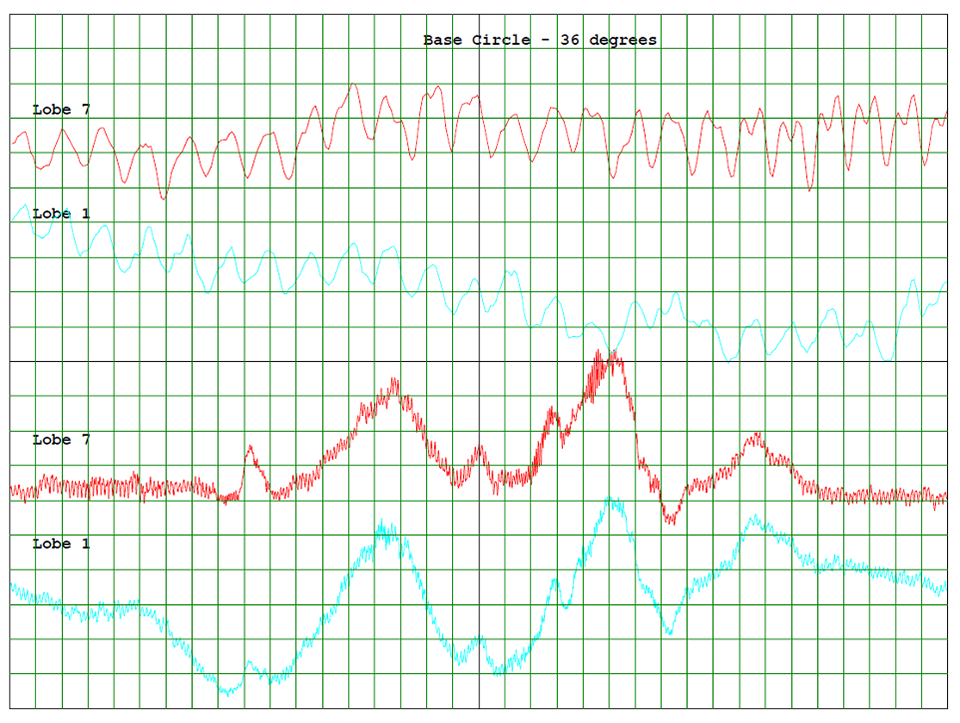
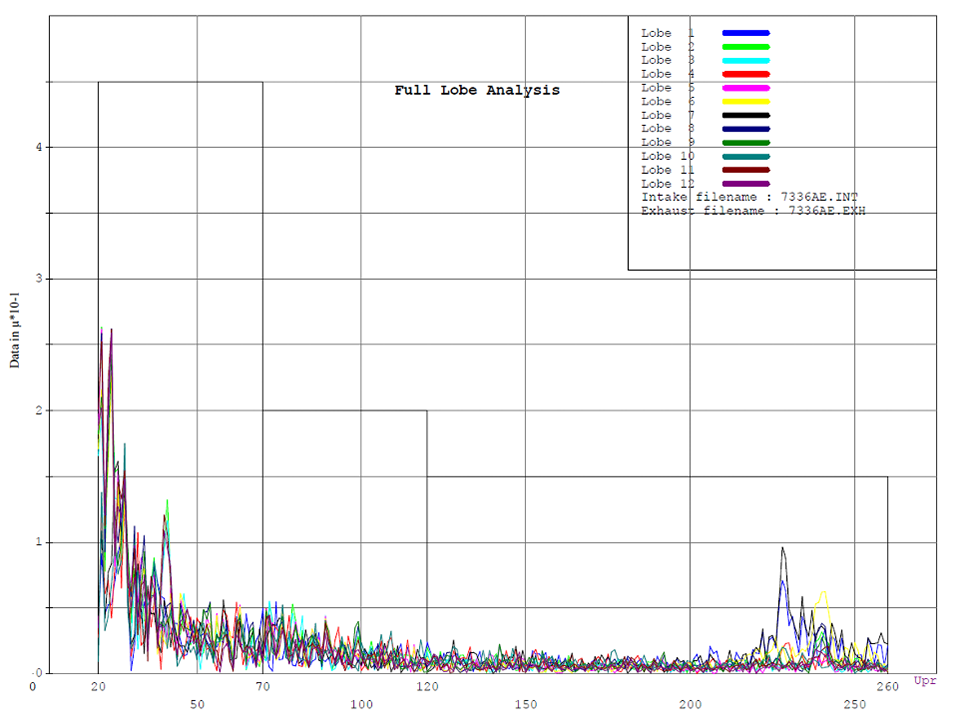
Figura 4: Dados de vibração do lóbulo em 360 graus completos de dados de erro de perfil. A amplitude da vibração é atenuada (amortecida) quando se observa os 360 graus completos em comparação com a observação apenas da região do círculo base. Isso ocorre porque a frequência é muito mais limpa na região do círculo de base do erro do perfil do lóbulo.
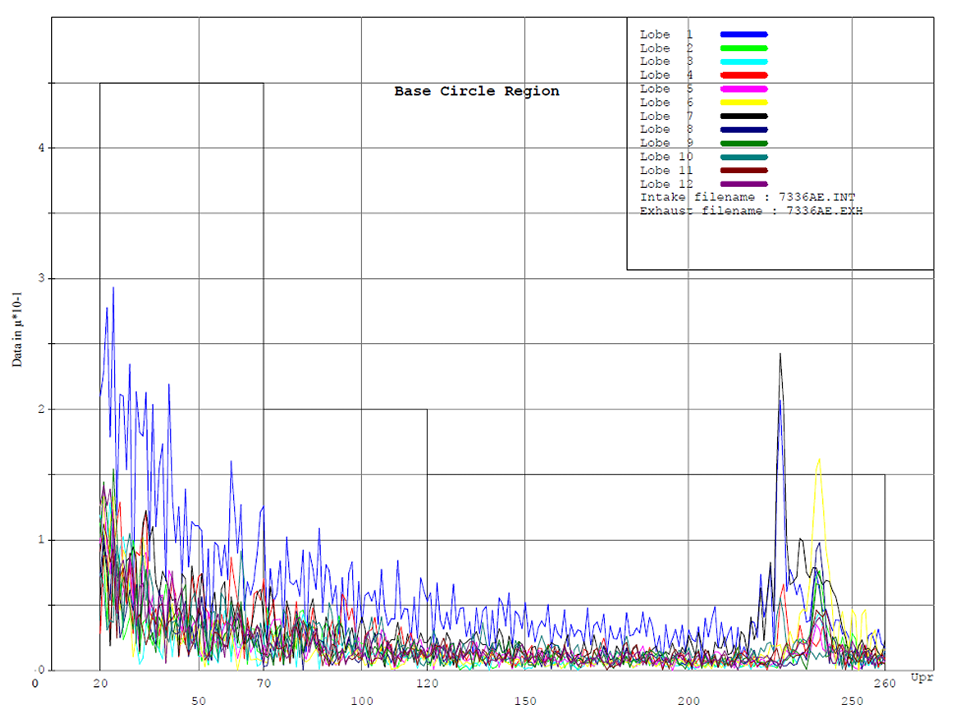
Figura 5:Gráfico de vibração analisando a região do círculo da base do lóbulo. O lóbulo 1 (azul) e o lóbulo 7 (preto) mostram a alta amplitude em 232 UPR.
Algumas empresas usam um processo de contagem de lóbulos para determinar problemas no processo de fabricação. Isso tem valor na determinação de regiões angulares no erro de arredondamento ou perfil que exibem não conformidade, mas tem pontos fracos, pois depende de uma definição interna de como um lóbulo ou pico é definido para que possa ser contado. Normalmente, esse método não procura o espaçamento igual entre os picos, não sendo, portanto, capaz de determinar uma frequência específica de ocorrência.
Conclusão
A medição da vibração é fundamental para a produção consistente de eixos de qualidade que funcionarão por longos períodos sem gerar ruído e vibração, o que pode causar desgaste ou falha mais rápida da peça. Uma peça rotativa de precisão com vibração mensurável, girando em altas velocidades, pode levar a uma falha completa do motor ou do sistema. Ter ferramentas com opções de análise avançada que possam examinar a vibração da superfície em regiões definidas pode detectar um problema na fabricação antes que o produto saia pela porta. Os fabricantes de eixos devem planejar o investimento em ferramentas ou medidores de qualidade adequados para configurações em linha ou em salas de auditoria para analisar possíveis erros de fabricação fora das tolerâncias especificadas e tomar medidas para corrigi-los.
Collins, D. (2022, October 17). How are fast Fourier transforms used in vibration analysis. Motion Control Tips. https://www.motioncontroltips.com/how-are-fast-fourier-transforms-used-in-vibration-analysis/