Cómo Determinar si Existe un Problema de Vibración en un Proceso de Rectificado
Will Smith – Director of Software, Adcole LLC
Qué es la vibración y cuáles son sus causas
La vibración es un patrón repetitivo de pequeños picos u «ondulaciones» que se produce a intervalos regulares y puede aparecer en la superficie acabada de una pieza mecanizada. La vibración no es un error de forma (redondez y lobulación), ni es un acabado superficial (rugosidad), sino que se encuentra entre estos dos regímenes. En componentes críticos, como un eje giratorio dentro de un motor, el chatter puede causar problemas en el montaje final que podrían provocar un fallo prematuro de las piezas y dañar otros componentes. En este artículo se exploran las razones del chatter en los componentes de los ejes, los métodos de evaluación y los resultados de las mediciones para mejorar la calidad de los ejes en conjuntos de alta demanda.
Las vibraciones, una de las principales fuentes de ruido, vibraciones y dureza (NVH) en los motores, pueden detectarse con procesos y equipos de calidad adecuados. Las vibraciones pueden generarse en cualquier operación de mecanizado, como el fresado, el torneado, el mandrinado, el rectificado, etc. Más concretamente, las vibraciones suelen estar causadas por desequilibrios en las herramientas, falta de rigidez en las herramientas o los accesorios, rigidez no isotrópica de las piezas (un problema particular de los cigüeñales), centros de piezas descentrados, equipos defectuosos o desgastados y otras fuentes de desequilibrio o vibración.
Por qué es importante la inspección de vibraciones
Los motores modernos y los motores de combustión interna (ICE) exigen tolerancias más estrictas y un mayor rendimiento, por lo que la eficiencia y la longevidad son fundamentales. Los ejes giratorios con patrones de vibración pueden causar problemas de ruido y vibración excesivos en el montaje final de un motor, lo que puede dar lugar a problemas de NVH que podrían requerir retiradas del mercado, lo que a su vez puede provocar la insatisfacción de los clientes, daños a la reputación y pérdida de ventas. Esto es especialmente cierto en requisitos de altas revoluciones, como los ejes de rotor de los vehículos eléctricos, que pueden alcanzar las 20 000 rpm o más.
Las vibraciones son una característica que los fabricantes llevan décadas midiendo y analizando, pero que también se pasa por alto al diseñar una pieza nueva. Tanto en motores como en motores eléctricos, este parámetro puede ser fundamental para su supervisión. Aunque las máquinas de producción suelen tener prioridad en los presupuestos, los equipos de control de calidad son igualmente importantes. La mala calidad puede ser costosa, por lo que los ingenieros y los responsables de producción deben desarrollar sistemas de control de calidad robustos y asegurarse de que disponen del equipo adecuado para medir las características necesarias.
Las vibraciones suelen producirse a una frecuencia específica relacionada con la proporción entre la velocidad de rotación de la muela o la herramienta de corte y la velocidad de rotación de la pieza de trabajo. La «frecuencia natural» resultante del proceso mostrará una firma consistente, a menudo con armónicos más altos presentes en el gráfico del dominio de frecuencia. Los parámetros del proceso se ajustan para controlar la amplitud en esta «frecuencia natural» y/o cambiar la frecuencia a la que se produce para adaptarse a los requisitos del producto. Los aumentos en el valor de la amplitud a esta frecuencia y/o los picos de amplitud adicionales a otras frecuencias suelen indicar un problema relacionado con el proceso o influencias externas. Las influencias externas pueden incluir motores cercanos, bombas, otros equipos (como máquinas de estampado o prensado) o el tráfico de carretillas elevadoras. La salida de vibraciones puede ayudar a los técnicos e ingenieros a localizar el origen del problema, lo que permite corregirlo y restaurar la calidad del producto.
Cómo inspeccionar el chatter
Las máquinas de control de calidad están optimizadas para medir un conjunto específico de parámetros; por ejemplo, una máquina táctil de precisión a menudo puede medir el chatter, mientras que una máquina óptica no puede (o no tan eficazmente). El chatter no es algo que se detecte evaluando características GD&T estándar como la redondez o los refinamientos de los datos de redondez, como la redondez sectorial o el lobing. La amplitud puede ser bastante pequeña, a niveles submicrométricos, las vibraciones pueden limitarse a una sola zona y la frecuencia de las vibraciones puede variar significativamente. Sin embargo, independientemente de las variaciones de amplitud, región o frecuencia, las vibraciones pueden seguir teniendo un impacto perceptible en la calidad, el montaje final y el rendimiento de los motores de combustión interna o eléctricos.
Una herramienta para medir las vibraciones en los ejes después de un proceso de rectificado sería un medidor táctil de ejes Adcole. Estos medidores, junto con el software adecuado que puede medir una amplia gama de parámetros GD&T, proporcionan datos y análisis valiosos para mantener la exigente calidad requerida para los ejes giratorios. En el mundo de los árboles de levas, el análisis de una región del círculo base del lóbulo en la que la velocidad de la rectificadora sería uniforme en un radio constante proporciona una señal más clara para detectar un problema de vibración. La región de elevación del lóbulo, donde los radios cambian rápidamente, podría analizarse por separado, proporcionando información adicional sobre la superficie que se habría rectificado con una velocidad ajustable.
La ingeniera mecánica Danielle Collins escribió en el artículo «¿Cómo se utilizan las transformadas rápidas de Fourier en el análisis de vibraciones?»: «Y dado que muchos problemas relacionados con las vibraciones se producen en frecuencias específicas, la causa y la ubicación de la vibración pueden reducirse o identificarse basándose en las variaciones de amplitud en determinadas frecuencias». Por eso es mejor calcular la amplitud en un dominio de frecuencia que simplemente contar lóbulos o picos dentro del error de perfil.
Todos los datos de medición se introducen directamente en un software de recopilación de datos, que registra la señal como amplitud frente a tiempo, lo que se conoce como forma de onda temporal, o amplitud frente a frecuencia, lo que se conoce como transformada rápida de Fourier (FFT), o ambas cosas. Todos estos datos son analizados por algoritmos de programas informáticos, que a su vez son analizados por ingenieros o analistas de vibraciones cualificados para determinar el estado de la máquina e identificar posibles problemas inminentes, como holguras, desequilibrios, desalineaciones, problemas de lubricación y otros. El análisis de vibraciones puede detectar problemas como el desequilibrio de las ruedas o problemas de rectificado de las mismas.
Las vibraciones también pueden ocultarse en un muñón de eje al aparecer solo en un pequeño rango angular. Esto hace que sean más difíciles de medir y detectar. Otro método es la opción de análisis de cuadrantes, que se puede utilizar para muñones en cualquier eje giratorio. Esto permite analizar los datos de redondez de 360 grados completos en busca de vibraciones y divide el error de redondez en cuatro regiones de 90 grados para el análisis de vibraciones. Esta opción de análisis proporciona una herramienta que puede detectar una «ráfaga de vibraciones» en la superficie de un muñón, donde durante el proceso de producción una región de menos de 90 grados suele presentar un patrón de ondulaciones. La amplitud de estas ondulaciones suele ser demasiado pequeña para afectar a los parámetros de medición de la redondez o incluso del lobing, pero aún así puede causar problemas de NVH en el montaje final del motor. Al analizar el error de redondez en 90 grados, es posible medir una amplitud de vibración más alta que puede superar la tolerancia definida.
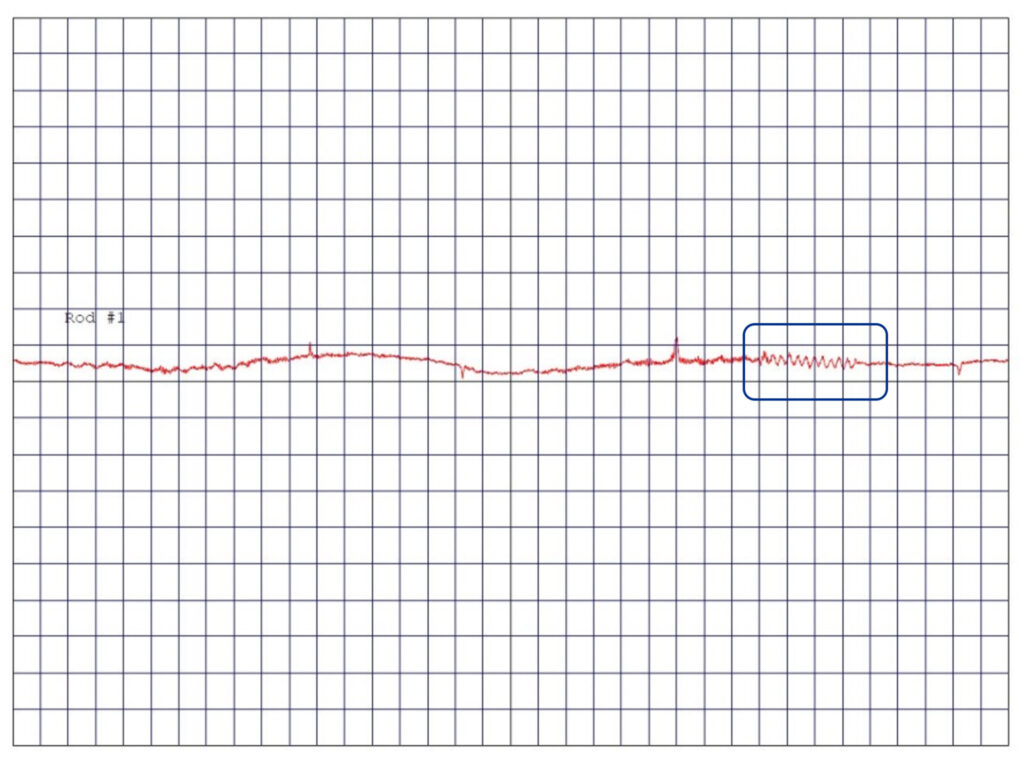
Figura 1A: Gráfico del error de redondez de una medición en la biela 1. Hay una zona en el recuadro rectangular que indica una ráfaga de vibraciones. Se encuentra en un pequeño rango angular de ~35 grados. Cuando se analiza el error de redondez completo de 360 grados en busca de vibraciones, la amplitud de esta región de 35 grados se diluirá porque esta frecuencia no es uniforme en el resto de los datos de error de redondez. Al analizar estos datos en cuadrantes de 90 grados, es posible detectar la «ráfaga de vibraciones» en una pequeña ventana angular, lo que proporciona información crítica sobre un posible problema en el proceso de fabricación.
Un método para encontrar vibraciones en un rango angular limitado es utilizar un método de «ventana deslizante». Esto permite establecer la ventana angular en grados y el incremento de grados de deslizamiento. Esta ventana deslizante recorrerá los 360 grados completos de datos de error de redondez o perfil y determinará la amplitud máxima y la región angular donde se produjo. También es importante que las pruebas necesarias permitan el desarrollo de una tolerancia al chatter y un rango de chatter que se analizará en una región angular específica. Esto puede basarse en la realización de una serie de pruebas en ejes «ruidosos» conocidos y compararlas con la misma serie de pruebas en ejes «silenciosos» conocidos.
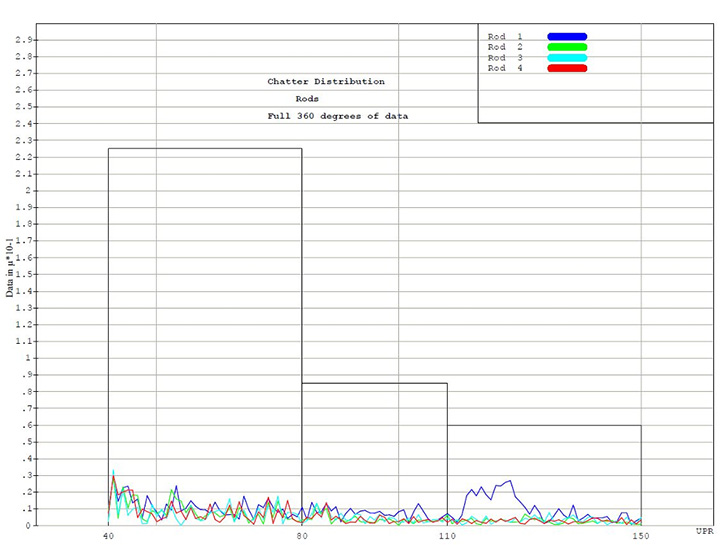
Figura 1B: 360 grados completos
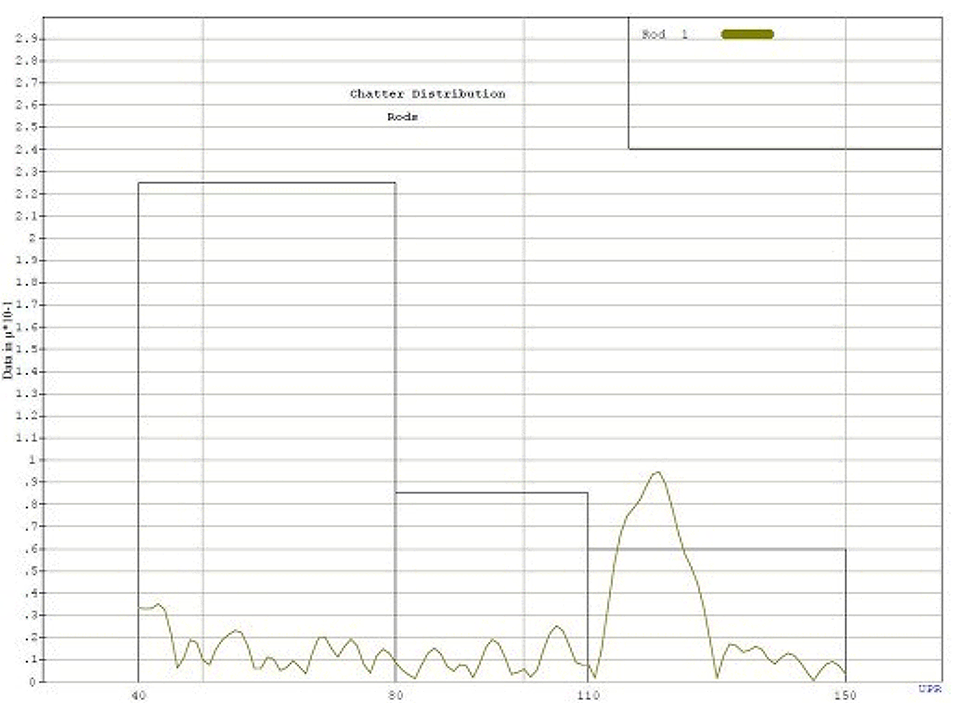
Figura 1C: Cuadrante de 90 grados
Resultados de las mediciones de vibración
Las vibraciones pueden aparecer en las superficies de las piezas de diferentes maneras. A veces pueden aparecer en una ventana angular grande y tener una frecuencia limpia. Esto puede verse potencialmente en un gráfico de error de redondez o perfil del elemento específico que se está midiendo. Sin embargo, las vibraciones también pueden quedar ocultas en un gráfico de error de redondez o perfil, ya que estos suelen aplicar un filtro a los datos de error que puede ocultar las vibraciones.
En la figura 2a, hay un gráfico de errores de redondez del muñón y de perfil del lóbulo del árbol de levas, con los seis lóbulos en la parte inferior del gráfico. Estos gráficos de perfil de lóbulo muestran la región del círculo base entre 0 y 90 grados y entre 270 y 360 grados. El error de la región de elevación es de 90 a 270 grados. En este ejemplo, se puede ver un patrón claro de ondulaciones en la región del círculo base. Dado que el círculo base tiene un radio constante, normalmente se rectifica a una velocidad constante, lo que no ocurre en la región de elevación.
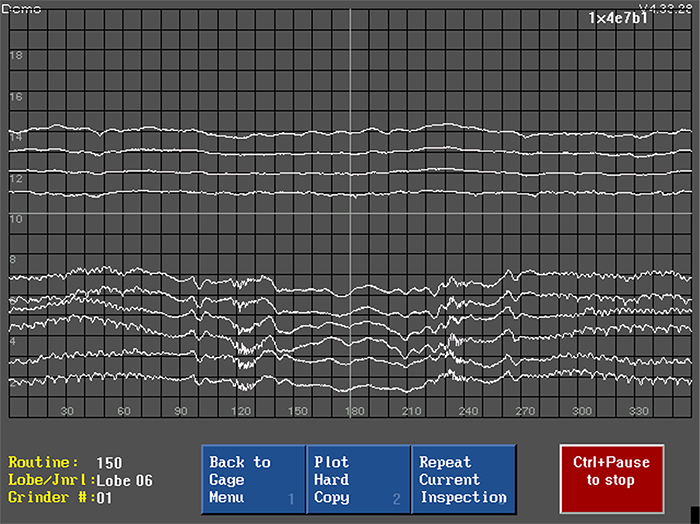
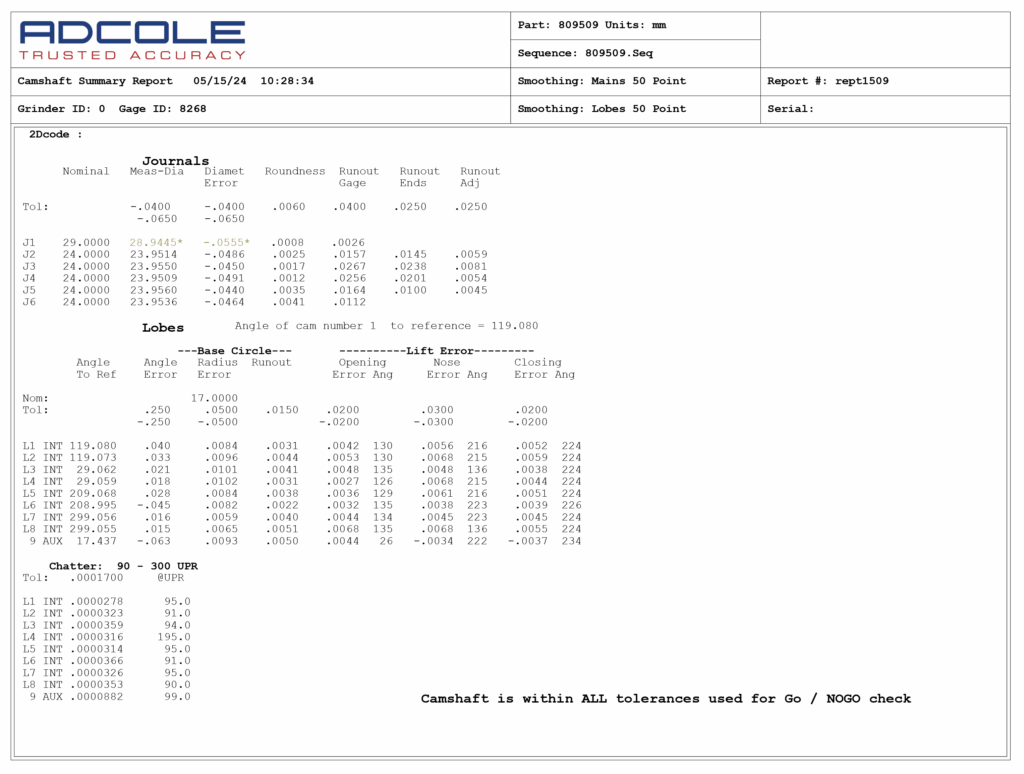
Figura 2B: Ejemplo de informe numérico de redondez y perfil del árbol de levas con salida de vibraciones
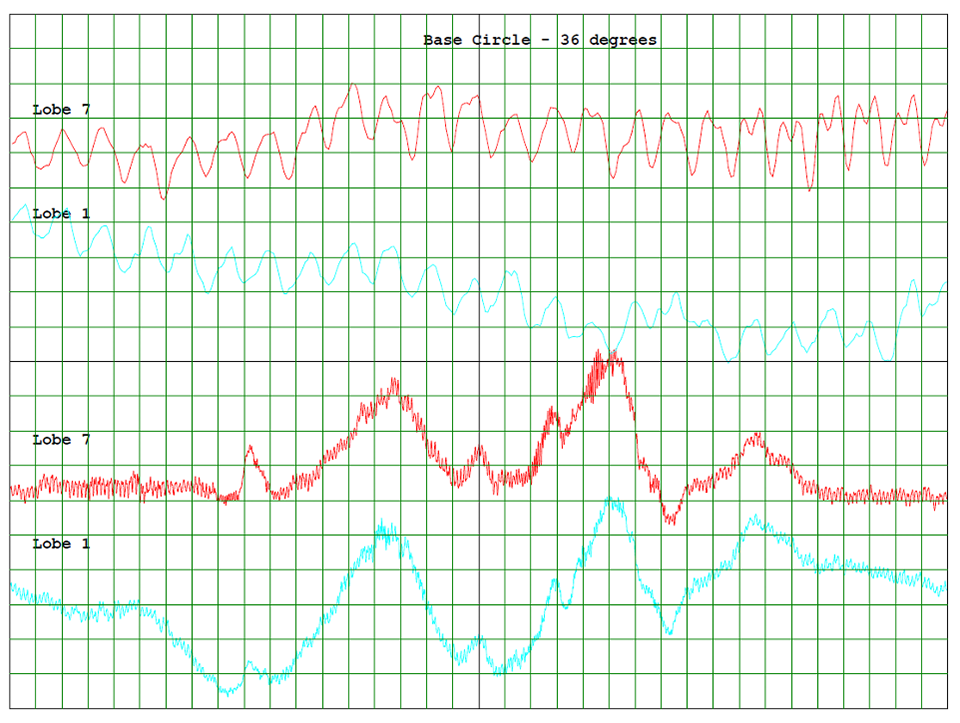
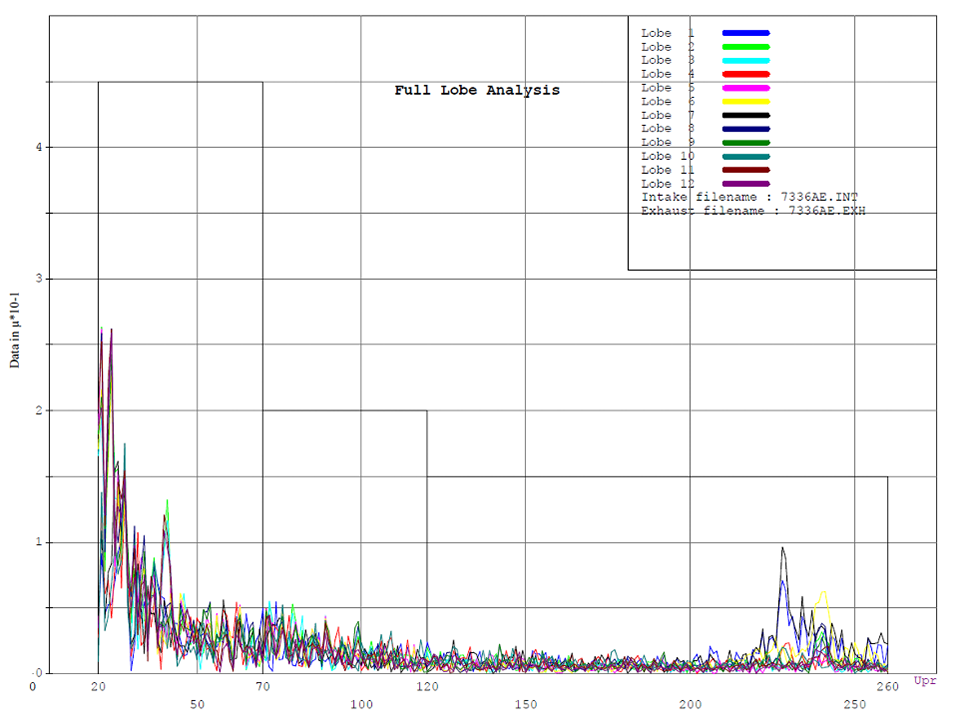
Figura 4: Datos de vibración del lóbulo en los 360 grados completos de datos de error del perfil. La amplitud de la vibración se atenúa (amortigua) cuando se observan los 360 grados completos en comparación con la observación de solo la región del círculo base. Esto se debe a que la frecuencia es mucho más limpia en la región del círculo base del error del perfil del lóbulo.
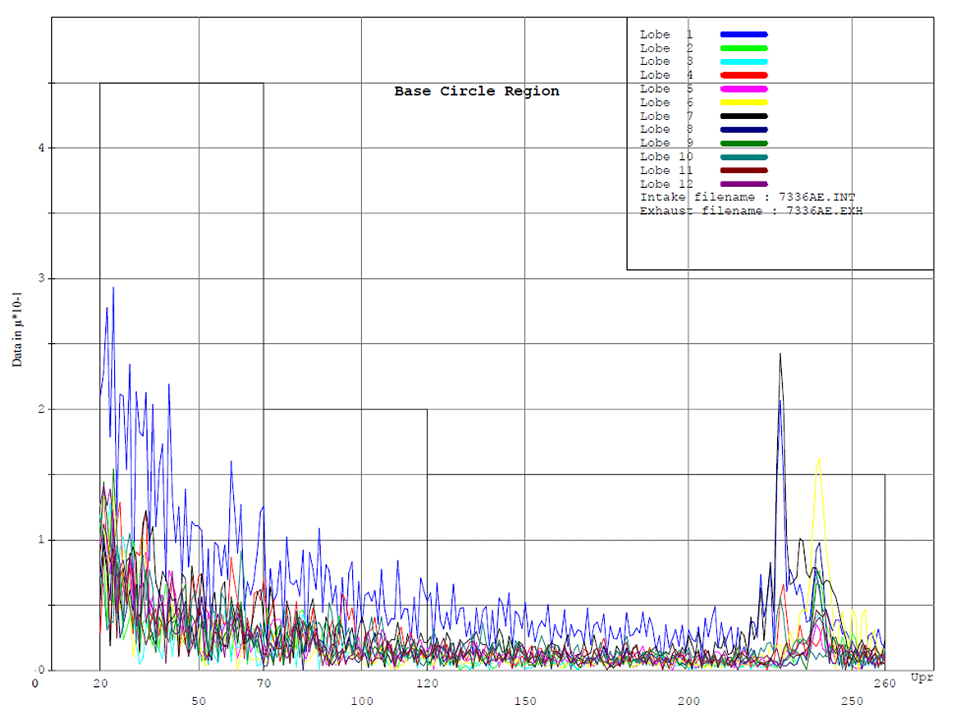
Figura 5: Gráfico de vibración que analiza la región del círculo base del lóbulo. El lóbulo 1 (azul) y el lóbulo 7 (negro) muestran una alta amplitud a 232 UPR.
Algunas empresas utilizan un proceso de recuento de lóbulos para determinar los problemas en el proceso de fabricación. Esto tiene valor para determinar las regiones angulares en la redondez o el error de perfil que muestran no conformidad, pero tiene puntos débiles, ya que se basa en una definición interna de cómo se define un lóbulo o pico para que pueda contarse. Normalmente, esto no busca la equidistancia entre los picos, por lo que no se puede determinar una frecuencia específica de ocurrencia
Conclusión
La medición de las vibraciones es fundamental para producir de forma constante ejes de calidad que funcionen durante largos periodos de tiempo sin provocar ruidos y vibraciones, lo que puede acelerar el desgaste o el fallo de las piezas. Una pieza giratoria de precisión con vibraciones medibles, que gira a altas velocidades, podría provocar un fallo completo del motor o del sistema. Disponer de herramientas con opciones de análisis avanzadas que puedan examinar las vibraciones superficiales en regiones definidas permite detectar un problema en la fabricación antes de que el producto salga al mercado. Los fabricantes de ejes deben planificar la inversión en herramientas o medidores de calidad adecuados para entornos en línea o de sala de auditoría, con el fin de analizar los posibles errores de fabricación fuera de las tolerancias especificadas y tomar medidas para corregirlos.
Collins, D. (2022, October 17). How are fast Fourier transforms used in vibration analysis. Motion Control Tips. https://www.motioncontroltips.com/how-are-fast-fourier-transforms-used-in-vibration-analysis/