Comment déterminer s’il existe un problème de broutage dans un processus de rectification
Will Smith – Directeur logiciel, Adcole LLC
Qu'est-ce que le broutage et quelles en sont les sources
Le broutage est un motif répétitif de petits pics ou « ondulations » qui se produit à intervalles réguliers et peut apparaître sur la surface finie d’une pièce usinée. Le broutage n’est pas une erreur de forme (circularité et lobage), ni une finition de surface (rugosité) ; il se situe plutôt entre ces deux régimes. Dans les composants critiques, tels que les arbres rotatifs d’un moteur, le broutage peut causer des problèmes dans l’assemblage final, pouvant entraîner une défaillance prématurée des pièces et endommager d’autres composants. Cet article explore les causes du broutage dans les composants d’arbres, les méthodes d’évaluation et les résultats des mesures visant à améliorer la qualité des arbres dans les assemblages à forte demande.
Le broutage, source majeure de bruit, de vibrations et de rudesse (NVH) dans les moteurs, peut être détecté à l’aide de processus et d’équipements de qualité appropriés. Le broutage peut être généré dans n’importe quelle opération d’usinage comme le fraisage, le tournage, l’alésage, la rectification, etc. Plus précisément, le broutage est généralement causé par des déséquilibres des outils, un manque de rigidité des outils ou des fixations, une rigidité non isotrope des pièces (un problème particulier avec les vilebrequins), des centres de pièces non circulaires, des équipements défectueux ou usés, et d’autres sources de déséquilibre ou de vibration.
Pourquoi l'inspection des vibrations est-elle importante
Les moteurs modernes et les moteurs à combustion interne (ICE) exigent des tolérances plus strictes et des performances plus élevées, ce qui rend l’efficacité et la longévité cruciales. Les arbres rotatifs présentant des vibrations peuvent causer des problèmes de bruit et de vibrations excessifs dans l’assemblage final d’un moteur, ce qui peut entraîner des problèmes de NVH pouvant nécessiter des rappels, ce qui peut conduire à l’insatisfaction des clients, à une atteinte à la réputation et à une perte de ventes. Cela est particulièrement vrai dans le cas d’exigences de régime élevé, comme les arbres de rotor des véhicules électriques, qui peuvent atteindre 20 000 tr/min ou plus.
Le broutage est une caractéristique qui est mesurée et analysée par les fabricants depuis des décennies, mais qui est également négligée lors de la conception d’une nouvelle pièce. Que ce soit pour les moteurs ou les moteurs électriques, ce paramètre peut être essentiel à surveiller. Si les machines de production sont souvent prioritaires dans les budgets, les équipements de contrôle qualité sont tout aussi importants. Une mauvaise qualité peut coûter cher, c’est pourquoi les ingénieurs et les responsables de production doivent mettre au point des systèmes de contrôle qualité robustes et s’assurer qu’ils disposent des équipements appropriés pour mesurer les caractéristiques nécessaires.
Le broutage se produit souvent à une fréquence spécifique liée au rapport entre la vitesse de rotation de la meule ou de l’outil de coupe et la vitesse de rotation de la pièce à usiner. La « fréquence naturelle » qui en résulte présente une signature constante, avec souvent des harmoniques plus élevées dans le graphique du domaine fréquentiel. Les paramètres du processus sont ajustés pour contrôler l’amplitude à cette « fréquence naturelle » et/ou décaler la fréquence à laquelle elle se produit afin de répondre aux exigences du produit. Une augmentation de la valeur d’amplitude à cette fréquence et/ou des pics d’amplitude supplémentaires à d’autres fréquences indiquent souvent un problème lié au processus ou des influences externes. Les influences externes peuvent inclure des moteurs, des pompes, d’autres équipements (tels que des machines d’estampage ou de pressage) ou la circulation de chariots élévateurs à proximité. Les vibrations peuvent aider les techniciens et les ingénieurs à identifier la source du problème, ce qui permet de corriger et de rétablir la qualité du produit.
Comment inspecter les vibrations
Les machines de contrôle qualité sont optimisées pour mesurer un ensemble spécifique de paramètres ; par exemple, une machine tactile de précision peut souvent mesurer les vibrations, alors qu’une machine optique ne le peut pas (ou pas aussi efficacement). Les vibrations ne sont pas détectables par l’évaluation des caractéristiques GD&T standard telles que la circularité ou les raffinements des données de circularité tels que la circularité sectorielle ou le lobing. L’amplitude peut être très faible, de l’ordre du sous-micron, le broutage peut être limité à une seule zone et sa fréquence peut varier considérablement. Cependant, quelles que soient les variations d’amplitude, de zone ou de fréquence, le broutage peut avoir un impact perceptible sur la qualité, l’assemblage final et les performances des moteurs à combustion interne ou électriques.
Un outil permettant de mesurer les vibrations sur les arbres après un processus de rectification serait un calibre de métrologie tactile Adcole pour arbres. Ces calibres, associés à un logiciel approprié capable de mesurer un large éventail de paramètres GD&T, fournissent des données et des analyses précieuses pour maintenir la qualité exigeante requise pour les arbres rotatifs. Dans le domaine des arbres à cames, l’analyse d’une région du cercle de base du lobe où la vitesse de rectification serait uniforme sur un rayon constant fournit un signal plus clair pour détecter un problème de vibrations. La région de levée du lobe où les rayons changent rapidement pourrait être analysée séparément, fournissant des informations supplémentaires sur la surface qui aurait été rectifiée à une vitesse réglable.
L’ingénieure en mécanique Danielle Collins a écrit dans l’article « Comment les transformées de Fourier rapides sont-elles utilisées dans l’analyse des vibrations ? »: « Et comme de nombreux problèmes liés aux vibrations se produisent à des fréquences spécifiques, la cause et l’emplacement de la vibration peuvent être réduits ou identifiés en fonction des variations d’amplitude à certaines fréquences. » C’est pourquoi il est préférable de calculer l’amplitude sur un domaine de fréquence plutôt que de simplement compter les lobes ou les pics dans l’erreur de profil.
Toutes les données de mesure sont directement enregistrées dans un logiciel de collecte de données, qui enregistre le signal soit sous forme d’amplitude en fonction du temps, ce qu’on appelle la forme d’onde temporelle, soit sous forme d’amplitude en fonction de la fréquence, ce qu’on appelle la transformée de Fourier rapide (FFT), soit les deux. Toutes ces données sont analysées par des algorithmes informatiques, qui sont à leur tour analysés par des ingénieurs ou des analystes de vibrations qualifiés afin de déterminer l’état de la machine et d’identifier les problèmes potentiels tels que le desserrage, le déséquilibre, le désalignement, les problèmes de lubrification, etc. L’analyse des vibrations permet de détecter des problèmes tels que le déséquilibre des roues ou les problèmes de dressage des roues.
Les vibrations peuvent également se masquer sur un tourillon d’arbre en n’apparaissant que sur une petite plage angulaire. Cela rend leur mesure et leur détection plus difficiles. Une autre méthode est l’option d’analyse par quadrants qui peut être utilisée pour les tourillons de tout arbre rotatif. Elle permet d’analyser l’ensemble des données de circularité sur 360 degrés afin de détecter les vibrations, et divise l’erreur de circularité en quatre régions de 90 degrés pour l’analyse des vibrations. Cette option d’analyse fournit un outil capable de détecter une « rafale de vibrations » à la surface d’un tourillon où, pendant le processus de production, une région généralement inférieure à 90 degrés présente un motif d’ondulations. L’amplitude de ces ondulations est souvent trop faible pour affecter les paramètres de mesure de la circularité ou même du lobage, mais elle peut néanmoins causer des problèmes de NVH dans l’assemblage final du moteur. En analysant l’erreur de circularité sur 90 degrés, il est possible de mesurer une amplitude de vibrations plus élevée qui peut dépasser la tolérance définie.
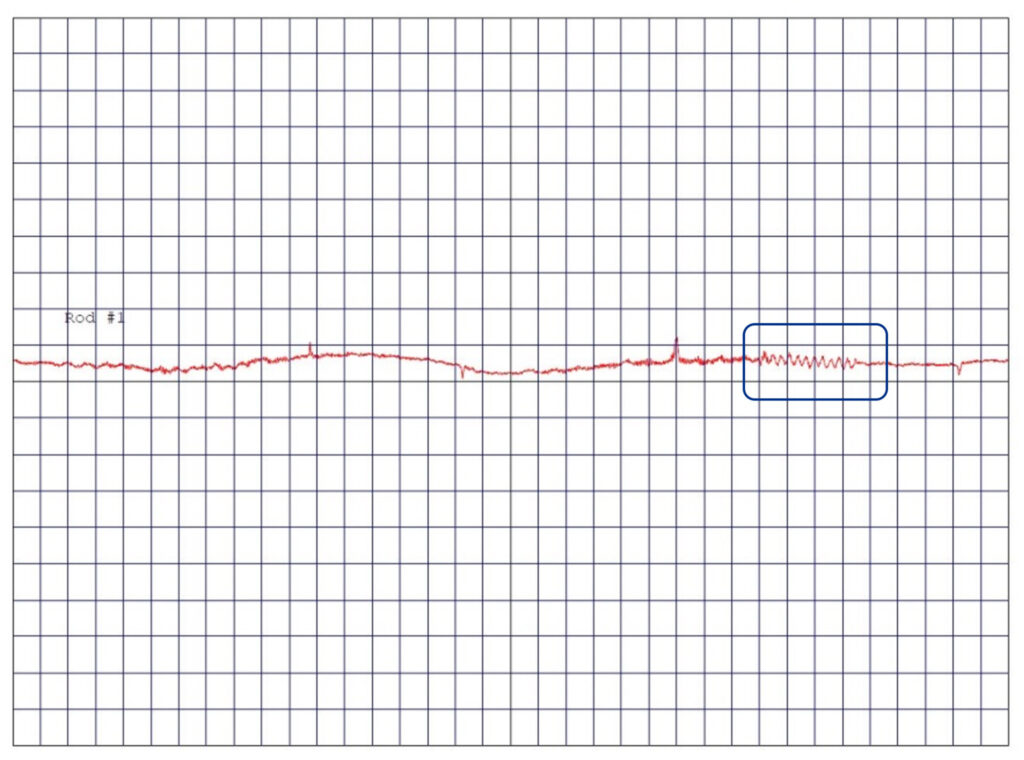
Figure 1A : Graphique de l’erreur de circularité d’une mesure sur la bielle 1. La zone rectangulaire indique une rafale de vibrations. Elle couvre une petite plage angulaire d’environ 35 degrés. Lorsque l’erreur de circularité sur 360 degrés est analysée pour détecter les vibrations, l’amplitude de cette zone de 35 degrés sera diluée, car cette fréquence n’est pas uniforme dans le reste des données d’erreur de circularité. En analysant ces données sur des quadrants de 90 degrés, il est possible de détecter la « rafale de vibrations » dans une petite fenêtre angulaire, ce qui fournit des informations cruciales sur un problème potentiel dans le processus de fabrication.
Une méthode pour détecter les vibrations sur une plage angulaire limitée consiste à utiliser une méthode de « fenêtre glissante ». Cela permet de définir la fenêtre angulaire en degrés et l’incrément des degrés de glissement. Cette fenêtre glissante parcourra l’ensemble des données d’erreur de circularité ou de profil sur 360 degrés et déterminera l’amplitude maximale et la région angulaire où cela s’est produit. Il est également important que les tests nécessaires permettent de développer une tolérance aux vibrations et une plage de vibrations à analyser sur une région angulaire spécifiée. Cela peut se faire en effectuant une série de tests sur des arbres connus pour être « bruyants » et en les comparant à la même série de tests sur des arbres connus pour être « silencieux ».
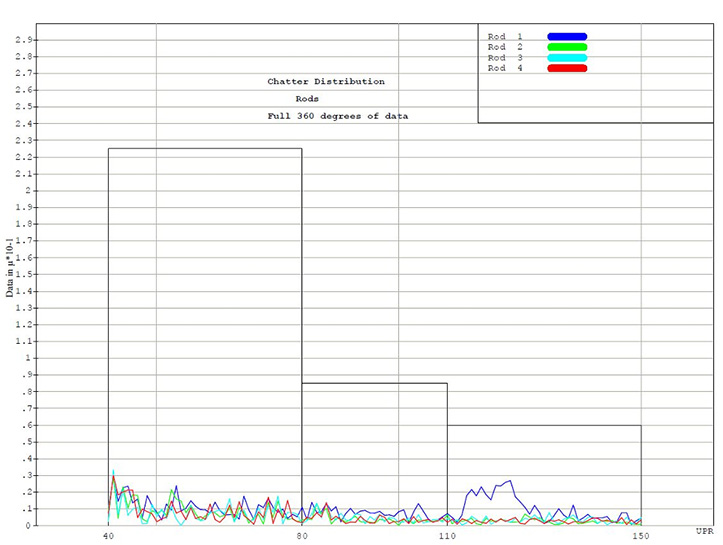
Figure 1B : 360 degrés complets
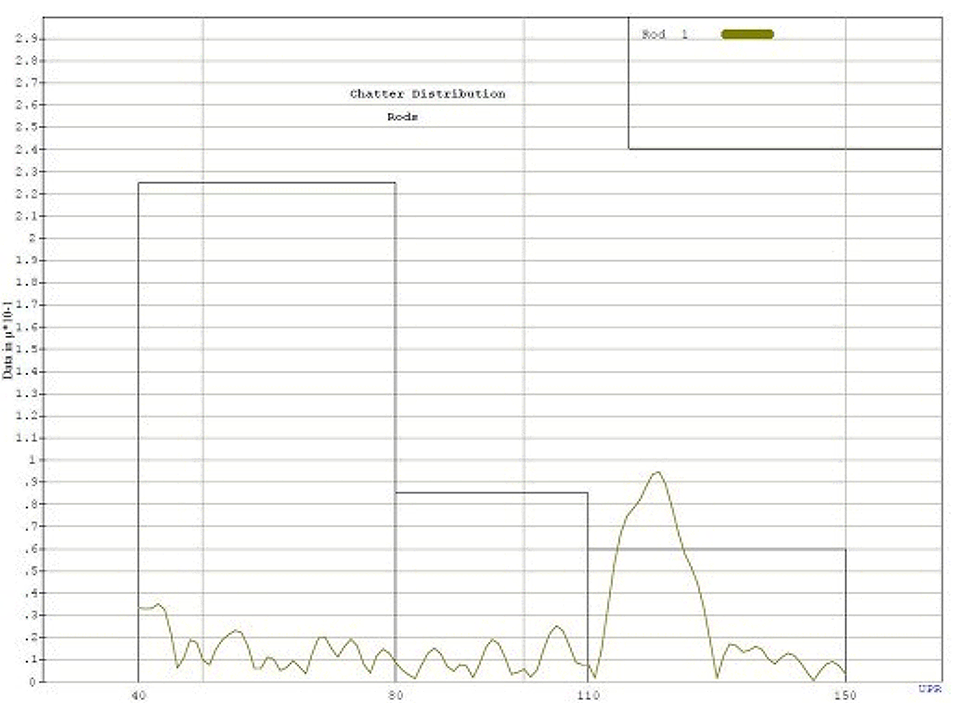
Figure 1C : Quadrant à 90 degrés
Résultats des mesures de vibrations
Le broutage peut apparaître de différentes manières sur les surfaces des pièces. Il peut parfois apparaître sur une large fenêtre angulaire et avoir une fréquence nette. Cela peut potentiellement être observé dans un graphique d’erreur de circularité ou de profil de l’élément spécifique mesuré. Cependant, le broutage peut également être masqué dans un graphique d’erreur de circularité ou de profil, car ceux-ci appliquent souvent un filtre aux données d’erreur qui peut masquer le broutage.
La figure 2 aprésente un graphique d’erreur de circularité du tourillon et d’erreur de profil des lobes de l’arbre à cames, avec les six lobes au bas du graphique. Ces graphiques de profil des lobes montrent la région du cercle de base entre 0 et 90 degrés et entre 270 et 360 degrés. L’erreur de la région de levée est comprise entre 90 et 270 degrés. Dans cet exemple, vous pouvez voir un motif clair d’ondulations dans la région du cercle de base. Comme le cercle de base a un rayon constant, il est normalement rectifié à une vitesse constante, ce qui n’est pas le cas pour la région de levée.
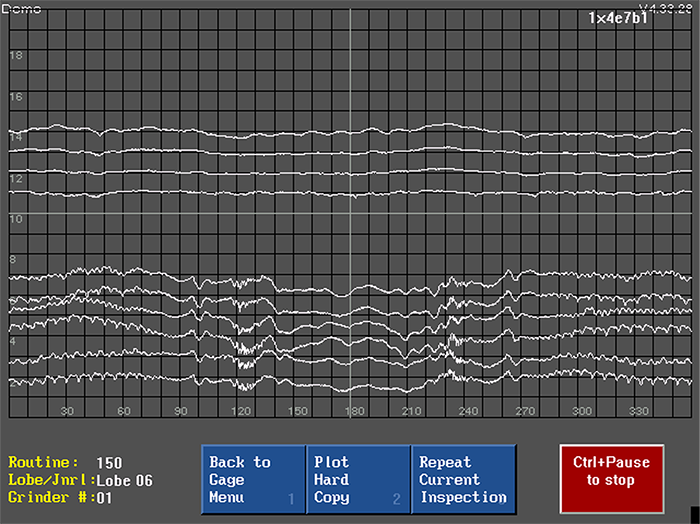
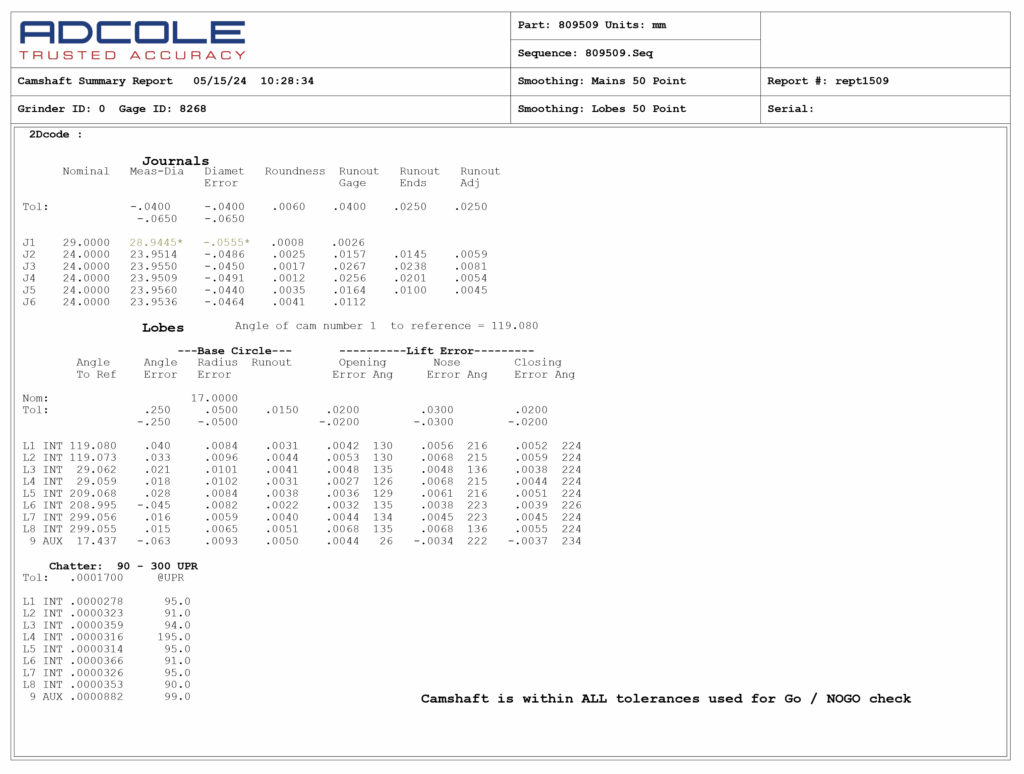
Figure 2B : Exemple de rapport numérique sur la circularité et le profil de l’arbre à cames avec sortie des vibrations
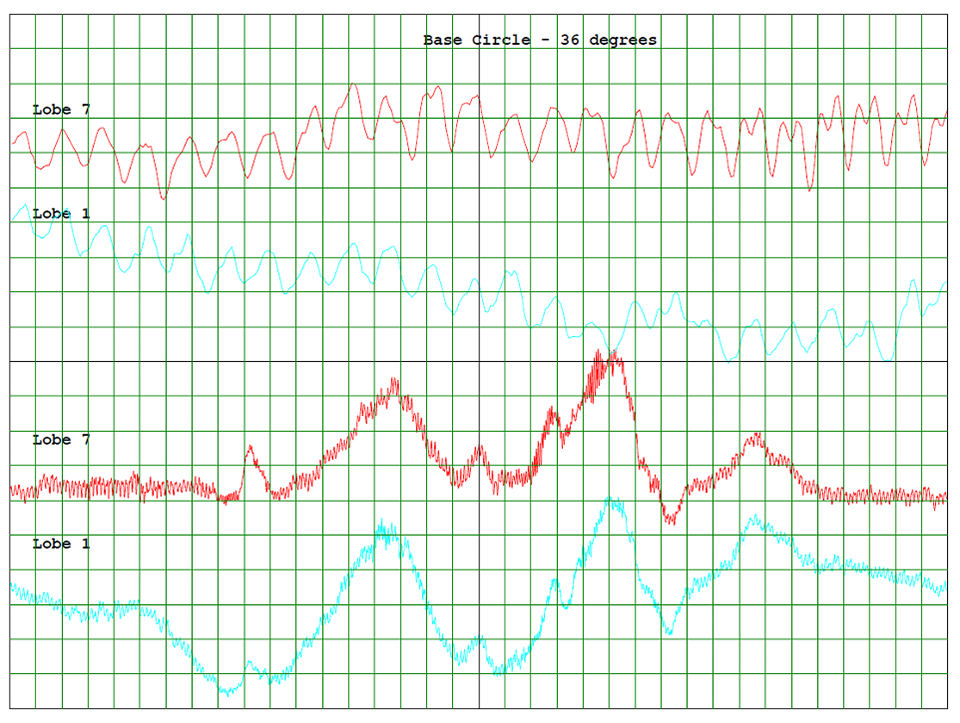
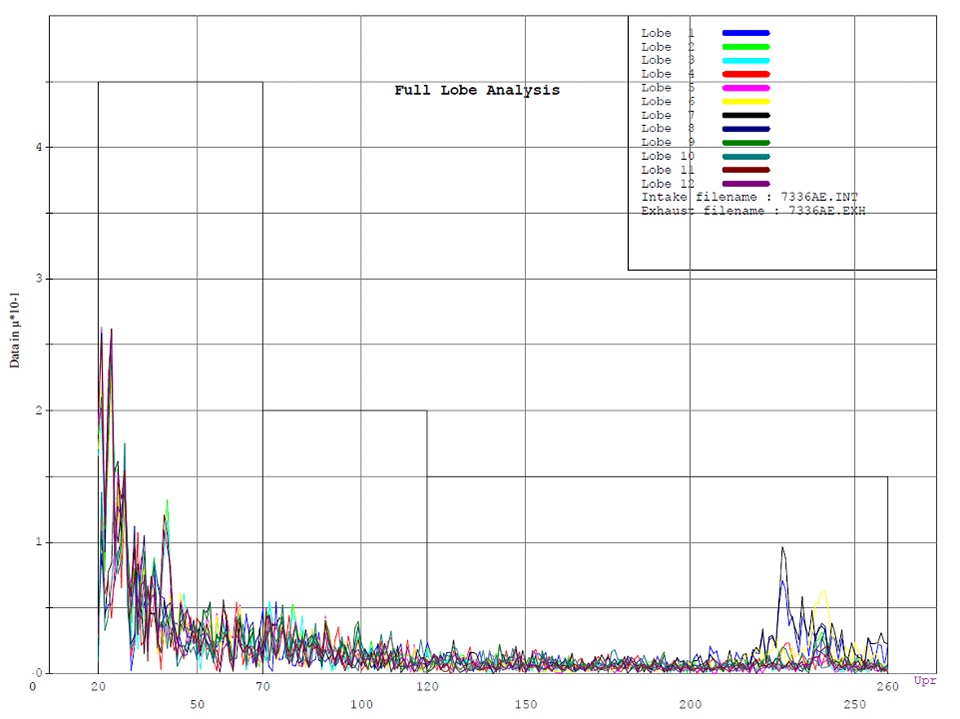
Figure 4 : Données de vibration des lobes sur l’ensemble des 360 degrés des données d’erreur de profil. L’amplitude de la vibration est atténuée (amortie) lorsque l’on examine l’ensemble des 360 degrés par rapport à l’examen de la seule région du cercle de base. Cela s’explique par le fait que la fréquence est beaucoup plus nette dans la région du cercle de base de l’erreur de profil des lobes.
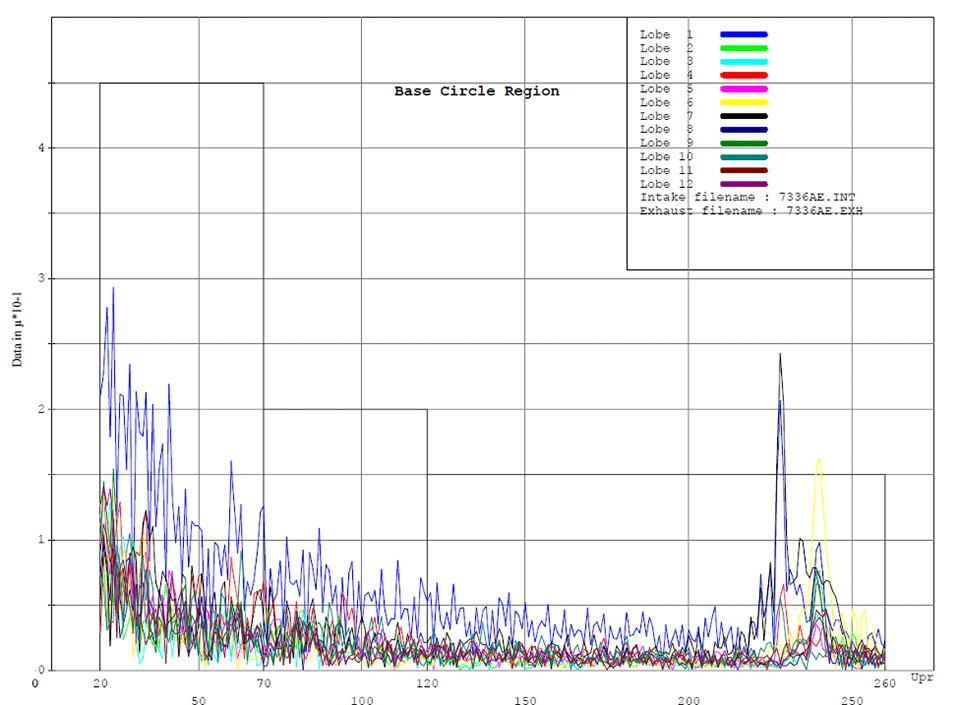
Figure 5 : Graphique des vibrations analysant la région du cercle de base du lobe. Le lobe 1 (bleu) et le lobe 7 (noir) présentent une amplitude élevée à 232 UPR.
Certaines entreprises utilisent un processus de comptage des lobes pour déterminer les problèmes dans le processus de fabrication. Cela est utile pour déterminer les régions angulaires dans la rondeur ou l’erreur de profil qui présentent une non-conformité, mais cela présente des faiblesses car cela repose sur une définition interne de la manière dont un lobe ou un pic est défini afin de pouvoir être compté. Cela ne recherche généralement pas l’équidistance entre les pics, ce qui ne permet pas de déterminer une fréquence d’occurrence spécifique.
Conclusion
La mesure des vibrations est essentielle pour produire de manière constante des arbres de qualité qui fonctionneront pendant de longues périodes sans générer de bruit et de vibrations, susceptibles d’accélérer l’usure ou la défaillance des pièces. Une pièce rotative de précision présentant un broutage mesurable et tournant à grande vitesse peut entraîner une défaillance complète du moteur ou du système. Disposer d’outils dotés d’options d’analyse avancées capables d’examiner le broutage de surface sur des zones définies permet de détecter un problème de fabrication avant que le produit ne quitte l’usine. Les fabricants d’arbres doivent prévoir d’investir dans des outils ou des jauges de qualité appropriés pour les configurations en ligne ou en salle d’audit afin d’analyser les erreurs potentielles de fabrication en dehors des tolérances spécifiées et de prendre des mesures pour les corriger.
Collins, D. (2022, October 17). How are fast Fourier transforms used in vibration analysis. Motion Control Tips. https://www.motioncontroltips.com/how-are-fast-fourier-transforms-used-in-vibration-analysis/