Mesure de précision des arbres
Adcole est la seule entreprise qui se consacre exclusivement à l’amélioration de la qualité des arbres rotatifs cylindriques et excentriques utilisés dans vos assemblages. Même des écarts de surface de l’ordre du micron peuvent avoir un impact significatif sur les performances et la longévité de ces composants. Des problèmes tels que des points de contact à forte friction et des déséquilibres peuvent entraîner des vibrations qui compromettent l’intégrité de l’assemblage final. Une mauvaise qualité des arbres peut être coûteuse, tant en termes de performances que de production. C’est pourquoi les ingénieurs et les responsables de production doivent mettre en place des systèmes de contrôle qualité robustes et s’assurer qu’ils disposent des outils appropriés pour mesurer et surveiller avec précision les caractéristiques critiques.
En 1957, Addison D. Cole a fondé Adcole Corporation, aujourd’hui Adcole LLC, une entreprise destinée à devenir un fabricant de technologies industrielles révolutionnaires dans le secteur de l’automobile et de l’exploration spatiale.
À la suite d’une rencontre fortuite dans les années 1960 avec un ingénieur en groupes motopropulseurs de la société International Harvester Company, aujourd’hui Navistar, M. Cole a imaginé comment les techniques d’étalonnage d’Adcole pour leurs capteurs solaires à angle fin pourraient être appliquées aux systèmes de métrologie de précision pour la production d’arbres à cames. Grâce à cette idée géniale, Adcole est devenue la première entreprise au monde à fabriquer des systèmes automatisés de métrologie des arbres dont la précision, l’exactitude et la durabilité ont établi une norme d’excellence qui n’a toujours pas été dépassée à ce jour.
Une fois les principales gammes de produits d’Adcole établies, il est apparu clairement à l’ensemble de la communauté technologique industrielle que, sous la direction de M. Cole, cette entreprise se consacrerait à la résolution de problèmes complexes tant dans l’espace que sur Terre, repoussant les limites de la précision, de l’exactitude et de la qualité, et serait à jamais reconnue comme le leader des systèmes de PRÉCISION FIABLE.
Pourquoi Adcole
Avec plus de 60 ans d’expertise, Adcole a établi la norme industrielle en matière de mesure d’arbres, devenant ainsi la référence à laquelle tous les autres sont comparés. La précision dimensionnelle est essentielle dans de nombreuses caractéristiques des arbres, et les jauges Adcole sont parfaitement adaptées à ces applications de haute précision. Parmi les exemples typiques , citons les lobes de poussoirs et les tourillons de roulements sur les arbres à cames, les faces de butée et les tourillons de goupilles sur les vilebrequins, ainsi que les diamètres d’arbres et les dents d’engrenages sur les arbres de rotors EV.

Paramètres mesurés
Angularité
L’angularité contrôle l’orientation d’une caractéristique à un angle spécifié (autre que 90°) par rapport à une référence.
Barreling / Déviation centrale
Lorsque le diamètre d’une caractéristique cylindrique est plus grand au milieu qu’aux extrémités, elle est basée sur la différence entre le diamètre mesuré de la coupe centrale et la moyenne des diamètres des deux coupes extérieures.
Bavures
Le broutage désigne les irrégularités indésirables de surface causées par les vibrations pendant l’usinage, qui peuvent affecter les tolérances de forme et de profil. Bien qu’il ne s’agisse pas d’un terme défini dans la GD&T, le broutage peut entraîner le rejet des pièces lors des contrôles en raison d’écarts par rapport aux exigences spécifiées en matière de géométrie ou de finition de surface.
Concentricité / Excentricité
La concentricité est une tolérance qui contrôle la précision avec laquelle les axes de deux ou plusieurs éléments cylindriques ou sphériques s’alignent avec un axe de référence commun.
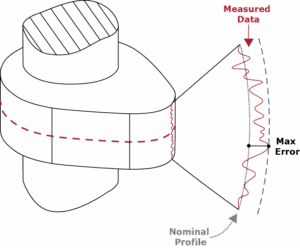
Cylindricité
Tolérance de forme qui contrôle la proximité d’une caractéristique par rapport à un cylindre parfait. Elle garantit que la surface d’une pièce cylindrique est uniforme et lisse sur toute sa longueur et sa circonférence et est définie par la différence entre le rayon maximal et le rayon minimal des trois mesures par rapport à l’axe des coupes extérieures.
Diamètre / Rayon
Utilisée pour indiquer qu’une tolérance ou une cote s’applique à une caractéristique cylindrique, telle qu’un trou ou un arbre. Le diamètre est basé sur une seule mesure radiale. Les lectures du suiveur sont additionnées et divisées par le nombre de points de données par tour, puis multipliées par deux pour obtenir le diamètre moyen.
Planéité
La planéité est une tolérance de forme qui garantit que tous les points d’une surface se trouvent dans deux plans parallèles séparés par une distance spécifiée.
Parallélisme linéaire
Tolérance de parallélisme appliquée à une caractéristique linéaire, telle qu’une surface ou un axe, afin de garantir qu’elle reste parallèle à une référence spécifiée. Elle est mesurée à l’aide de deux balayages linéaires effectués à 180 degrés l’un de l’autre.
Cône linéaire
Fait référence à une variation uniforme du diamètre sur la longueur d’une caractéristique cylindrique ou conique. Le cône linéaire est mesuré à l’aide de deux balayages linéaires effectués à 180 degrés l’un de l’autre.
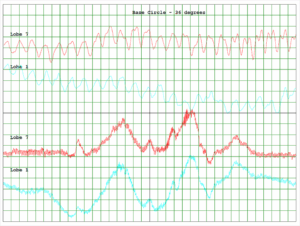
Lobage
Erreur de forme dans laquelle une caractéristique circulaire (comme un trou ou un arbre) s’écarte d’un cercle parfait et forme des lobes, c’est-à-dire de petites distorsions ondulatoires autour de sa circonférence. Elle est mesurée par la différence entre le rayon maximal et le rayon minimal par rapport au centre des moindres carrés d’une seule mesure radiale sur une région angulaire définie.
Parallélisme
Type de contrôle d’orientation qui garantit qu’une caractéristique (comme une surface ou un axe) est parallèle à une référence dans une tolérance spécifiée, la mesure étant basée sur les mesures radiales des deux coupes extérieures du tourillon.
Perpendicularité
La perpendicularité est une tolérance d’orientation qui garantit qu’une surface, un axe ou un plan central est exactement à 90° par rapport à une caractéristique de référence spécifiée.
Détection des arêtes / Accumulation de matière
L’accumulation de matière désigne l’excès ou les résidus de matière sur une surface, tels que des bavures ou des débris, qui peuvent nuire à la précision des mesures et des inspections. Bien qu’il ne s’agisse pas d’un terme officiel de la GD&T, elle peut affecter les tolérances telles que la planéité, le profil et la perpendicularité en créant des lectures erronées ou des irrégularités de surface.
Rondesse
Différence entre le rayon maximal et le rayon minimal par rapport au centre des moindres carrés d’une seule mesure radiale.
Faux-rond / Faux-rond total
Tolérance qui contrôle la variation possible d’une surface ou d’une caractéristique lorsque la pièce est tournée autour d’un axe de référence. Elle est utilisée pour garantir que les pièces rotatives telles que les arbres, les engrenages ou les roues tournent sans à-coups ni vibrations. Le faux-rond total contrôle la rectitude et la régularité globales de l’arbre lorsqu’il tourne. Le faux-rond est basé sur une seule mesure radiale et est défini comme la différence entre le rayon maximal et le rayon minimal par rapport à l’axe de référence.
Pente
La pente est décrite comme le taux de variation de la hauteur ou de l’angle d’une surface, et elle peut être contrôlée à l’aide de l’angularité, du profil ou des dimensions de base combinées à des références.
Rectitude
La rectitude fait référence à la différence entre l’écart positif maximal et l’écart négatif maximal par rapport à la ligne des moindres carrés d’une seule mesure verticale.
Cône
Changement progressif du diamètre sur la longueur d’une caractéristique cylindrique ou conique, la mesure du cône, en particulier sur les tourillons, est basée sur les mesures radiales des deux coupes extérieures du tourillon.
Course (tiges)
Ce paramètre est calculé à partir des informations provenant des centres calculés des deux coupes extérieures. La distance entre ces centres et l’axe spécifié de la pièce détermine la course.
Position réelle (tiges)
Contrôle l’emplacement exact d’une caractéristique (trou, fente ou goupille, par exemple) par rapport à un cadre de référence. Le paramètre de position réelle est calculé à partir des informations issues des calculs de course et d’indexation pour les tourillons de bielle.
Largeur (principaux et tiges)
Il désigne généralement la distance entre deux surfaces ou caractéristiques parallèles, telles que l’épaisseur d’une fente ou le diamètre d’un trou, et peut être affiné à l’aide de tolérances telles que le profil, le parallélisme ou la position afin de garantir un contrôle précis de la taille et de l’orientation de la caractéristique.
Position Z (principaux et tiges)
Dans le GD&T, ce type de contrôle de position est généralement géré à l’aide de la tolérance de position (⌀) appliquée à une caractéristique par rapport à un cadre de référence de référence, qui peut inclure l’axe Z comme l’une des références.
Logiciels
Ces outils comprennent souvent des fonctionnalités permettant de détecter les défauts, d’analyser les mesures de performance et de générer des rapports détaillés. En fournissant des informations sur les domaines à améliorer, le logiciel de jauge Adcole aide votre organisation à maintenir les normes les plus élevées et à améliorer continuellement vos produits.