정밀 샤프트 측정
애드콜은 조립체에 사용되는 원통형 및 편심 회전축의 품질 향상에 전념하는 유일한 기업입니다. 마이크론 단위의 표면 편차조차도 이러한 부품의 성능과 수명에 중대한 영향을 미칠 수 있습니다. 고마찰 접촉점 및 불균형과 같은 문제는 진동을 유발하여 최종 조립체의 무결성을 저해할 수 있습니다. 열악한 샤프트 품질은 성능과 생산 측면 모두에서 막대한 비용을 초래할 수 있습니다. 따라서 엔지니어와 생산 관리자는 강력한 품질 관리 시스템을 구축하고, 핵심 특성을 정밀하게 측정 및 모니터링할 수 있는 적절한 도구를 반드시 확보해야 합니다.
1957년 애디슨 D. 콜은 자동차 및 우주 탐사 산업 내에서 혁신적인 산업 기술 제조업체로 성장할 기업인 애드콜 코퍼레이션(현 애드콜 LLC)의 설립을 추진했습니다.
1960년대 인터내셔널 하베스터 컴퍼니(현 나비스타)의 파워트레인 엔지니어와의 우연한 만남을 계기로, 콜 씨는 자사의 정밀 각도 태양 센서 교정 기술을 캠축 생산용 정밀 계측 시스템에 적용할 수 있을 것이라 구상했습니다. 이 ‘유레카’ 순간을 계기로 애드콜은 세계 최초로 자동화 샤프트 계측 시스템을 제조하는 기업이 되었으며, 그 정확성, 정밀도, 내구성은 오늘날까지도 뛰어넘지 못한 탁월한 기준을 세웠습니다.
애드콜의 주요 제품 라인이 확립되면서, 콜 씨의 리더십 아래 이 기업이 우주와 지상 모두에서 복잡한 문제를 해결하고 정밀도, 정확도, 품질의 한계를 확장하며 ‘신뢰할있는 정확도( TRUSTED ACCURACY) ‘ 시스템분야의 선두주자로 영원히 인정받을 사업체가 될 것임이 산업 기술계 전반에 분명해졌습니다.
애드콜을 선택하는 이유
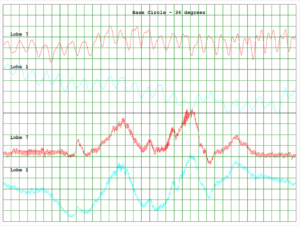
60년 이상의 전문성을 바탕으로 애드콜은 샤프트 계측 분야의 산업 표준을 정립하며 모든 경쟁사의 평가 기준이 되었습니다. 치수 정확도는 다양한 샤프트 특징에서 핵심적이며, 애드콜 계측기는 이러한 고정밀 응용 분야에 이상적입니다. 대표적인 예로는 캠축의 리프터 로브와 베어링 저널, 크랭크축의 스러스트 면과 핀 저널, EV 로터 샤프트의 샤프트 직경과 기어 이빨 등이있습니다 .
Adcole 샤프트 게이지

측정 파라미터
각도
각도는 기준면 대비 지정된 각도(90° 이외)에서 형상의 방향을 제어합니다.
배럴링 / 중심 이탈
원통형 형상의 직경이 끝부분보다 중간 부분이 더 큰 경우, 중심 절단부의 측정 직경과 두 외부 절단부 직경의 평균값 사이의 차이를 기준으로 합니다.
채터
채터는 가공 중 진동으로 인해 발생하는 원치 않는 표면 불규칙성을 의미하며, 이는 형상 및 프로파일 공차에 영향을 미칠 수 있습니다. GD&T에서 정의된 용어는 아니지만, 채터는 지정된 기하학적 또는 표면 마감 요구사항으로부터의 편차로 인해 부품이 검사에 불합격하게 할 수 있습니다.
동심도 / 편심도
동심도는 두 개 이상의 원통형 또는 구형 형상의 축이 공통 기준축과 얼마나 가깝게 정렬되는지를 제어하는 공차입니다.
원통도
특징이 완벽한 원통에 얼마나 근접한지를 제어하는 형상 공차입니다. 원통형 부품의 표면이 전체 길이 및 둘레에 걸쳐 균일하고 매끄럽도록 보장하며, 외부 절단면의 축을 기준으로 한 세 측정값의 최대 반경과 최소 반경 사이의 차이로 정의됩니다.
직경 / 반경
공차 또는 치수가 구멍이나 축과 같은 원통형 피처에 적용됨을 나타내는 데 사용됩니다. 직경은 단일 방사형 측정을 기준으로 합니다. 추적기 판독값을 합산한 후 회전당 데이터 포인트 수로 나눈 다음 2를 곱하여 평균 직경을 구합니다.
평탄도
평탄도는 형상 공차로, 표면의 모든 점이 지정된 거리만큼 떨어진 두 평행면 내에 위치하도록 보장합니다.
선형 평행도
표면이나 축과 같은 선형 형상에 적용되는 평행도 공차로, 지정된 기준면과 일관되게 평행하게 유지되도록 보장하며, 서로 180도 간격으로 수행된 두 선형 스캔으로 측정됩니다.
선형 테이퍼
원통형 또는 원추형 형상의 길이를 따라 직경이 균일하게 변화하는 것을 의미합니다. 선형 테이퍼는 서로 180도 간격을 두고 수행된 두 선형 스캔으로 측정됩니다.
로빙
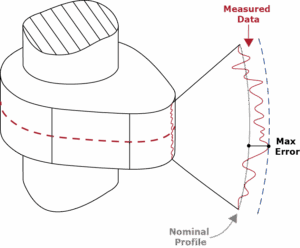
원형 형상(구멍이나 축 등)이 완벽한 원에서 벗어나 로브(둘레 주변의 작은 파동 모양 왜곡)를 형성하는 형상 오차입니다. 이는 정의된 각도 영역에 대한 단일 방사형 측정의 최소제곱법 중심에 대한 최대 반경과 최소 반경의 차이로 측정됩니다.
평행도
특정 공차 범위 내에서 형상(표면 또는 축 등)이 기준점에 평행하도록 보장하는 방향 제어 유형으로, 측정은 저널의 두 외부 절삭면의 반경 측정을 기반으로 합니다.
직각도
직각도는 표면, 축 또는 중심면이 지정된 기준 피처에 대해 정확히 90°를 이루도록 보장하는 방향 공차입니다.
능선 감지 / 재료 축적
재료 축적은 표면에 남아 있는 과잉 또는 잔여 재료(예: 버 또는 잔해)를 의미하며, 이는 정확한 측정 및 검사에 방해가 될 수 있습니다. 공식적인 GD&T 용어는 아니지만, 잘못된 판독값이나 표면 불규칙성을 유발하여 평탄도, 프로파일, 직각도 등의 공차에 영향을 미칠 수 있습니다.
진원도
단일 반경 측정의 최소제곱 중심에 대한 최대 반경과 최소 반경의 차이.
런아웃 / 총 런아웃
부품이 기준축을 중심으로 회전할 때 표면이나 형상의 허용 오차를 제어하는 공차입니다. 샤프트, 기어, 휠과 같은 회전 부품이 흔들림이나 진동 없이 부드럽게 회전하도록 보장하는 데 사용됩니다. 총 런아웃은 샤프트가 회전할 때의 전체적인 직진성과 부드러움을 제어합니다. 런아웃은 단일 반경 측정을 기반으로 하며, 기준축에 대한 최대 반경과 최소 반경의 차이로 정의됩니다.
경사
경사는 표면의 높이 또는 각도 변화율을 의미하며, 각도, 프로파일 또는 기준점과 결합된 기본 치수를 사용하여 제어할 수 있습니다.
직진도
직진도는 단일 수직 측정에 대한 최소제곱선의 최대 양편차와 최대 음편차 사이의 차이를 의미합니다.
테이퍼
원통형 또는 원추형 형상의 길이 방향에 따른 직경의 점진적 변화, 테이퍼 측정(특히 저널의 경우)은 저널의 두 외부 절삭면의 반경 측정을 기반으로 합니다.
스윙 (로드)
이 매개변수는 두 외부 절삭부의 계산된 중심점 정보를 사용하여 계산됩니다. 이 중심점들과 지정된 부품 축 사이의 거리가 스로우를 결정합니다.
진위 위치 (로드)
구멍, 슬롯 또는 핀과 같은 피처의 기준 참조 프레임에 대한 정확한 위치를 제어합니다. 진위 위치 매개변수는 로드 저널의 투척 및 인덱스 계산 정보를 사용하여 계산됩니다.
폭 (메인 및 로드)
일반적으로 슬롯 두께나 구멍 직경과 같이 두 평행한 표면 또는 형상 사이의 거리를 의미하며, 형상, 평행도 또는 위치와 같은 공차를 통해 형상의 크기와 방향을 정밀하게 제어할 수 있도록 더욱 정교하게 조정할 수 있습니다.
Z 위치 (메인 및 로드)
GD&T에서 이러한 위치 제어는 일반적으로 기준 참조 프레임(기준 중 하나는 Z축일 수 있음)에 대해 피처에 적용되는 위치 공차(⌀)를 사용하여 처리됩니다.
이러한 도구에는 결함 추적, 성능 지표 분석 및 상세한 보고서 생성을 위한 기능이 포함되는 경우가 많습니다. 개선이 필요한 영역에 대한 통찰력을 제공함으로써 Adcole 게이지 소프트웨어는 귀사가 최고 수준의 기준을 유지하고 지속적으로 제품을 개선할 수 있도록 지원합니다.