Come determinare se esiste un problema di vibrazioni in un processo di rettifica
Will Smith – Director of Software, Adcole LLC
Che cos'è il chatter e quali sono le sue cause
Il chatter è un motivo ripetitivo di piccoli picchi o “ondulazioni” che si verificano a intervalli regolari e possono apparire sulla superficie finita di un pezzo lavorato. Il chatter non è un errore di forma (rotondità e lobing) e non è una finitura superficiale (rugosità); piuttosto, esiste tra questi due regimi. In componenti critici, come un albero rotante all’interno di un motore, il chatter può causare problemi nell’assemblaggio finale che potrebbero portare a guasti prematuri dei componenti e danneggiare altri componenti. Questo articolo esplorerà le ragioni del chatter nei componenti degli alberi, i metodi di valutazione e i risultati delle misurazioni per migliorare la qualità degli alberi in assemblaggi ad alta richiesta.
Il chatter, una delle principali fonti di rumore, vibrazioni e ruvidità (NVH) nei motori, può essere individuato con processi e attrezzature di qualità adeguati. Il chatter può essere generato in qualsiasi operazione di lavorazione come fresatura, tornitura, alesatura, rettifica, ecc. Più specificamente, il chatter è solitamente causato da squilibri degli utensili, mancanza di rigidità degli utensili o dei dispositivi di fissaggio, rigidità non isotropa dei componenti (un problema particolare degli alberi a gomiti), centri dei componenti non rotondi, malfunzionamento o usura delle attrezzature e altre fonti di squilibrio o vibrazione.
Perché è importante l'ispezione delle vibrazioni
I motori moderni e i motori a combustione interna (ICE) richiedono tolleranze più strette e prestazioni più elevate, rendendo fondamentali l’efficienza e la longevità. Gli alberi rotanti con pattern di vibrazioni possono causare rumori eccessivi e problemi di vibrazioni nell’assemblaggio finale di un motore, con potenziali problemi NVH che potrebbero richiedere richiami, con conseguente insoddisfazione dei clienti, danni alla reputazione e perdita di vendite. Ciò è particolarmente vero in caso di requisiti di giri elevati, come gli alberi rotori dei veicoli elettrici, che possono raggiungere i 20.000 giri/min o più.
Il chatter è una caratteristica che è stata misurata e analizzata dai produttori per decenni, ma che viene spesso trascurata nella progettazione di un nuovo componente. Sia per i motori che per i motori elettrici, questo parametro può essere fondamentale da monitorare. Sebbene le macchine di produzione siano spesso prioritarie nei budget, le attrezzature per il controllo qualità sono altrettanto importanti. Una qualità scadente può essere costosa, quindi gli ingegneri e i responsabili della produzione devono sviluppare sistemi di controllo qualità robusti e assicurarsi di disporre delle attrezzature adeguate per misurare le caratteristiche necessarie.
Il chatter si verifica spesso a una frequenza specifica correlata al rapporto tra la velocità di rotazione della mola o dell’utensile da taglio e la velocità di rotazione del pezzo. La “frequenza naturale” risultante del processo mostrerà una firma coerente, spesso con armoniche più elevate presenti nel grafico del dominio di frequenza. I parametri di processo vengono regolati per controllare l’ampiezza a questa “frequenza naturale” e/o spostare la frequenza alla quale si verifica per adattarla ai requisiti del prodotto. Aumenti del valore dell’ampiezza a questa frequenza e/o picchi/spicchi di ampiezza aggiuntivi ad altre frequenze indicano spesso un problema legato al processo o influenze esterne. Le influenze esterne possono includere motori, pompe, altre attrezzature (come macchine per lo stampaggio o la pressatura) o il traffico di carrelli elevatori nelle vicinanze. L’output del chatter può aiutare i tecnici e gli ingegneri a individuare la fonte del problema, consentendo di correggere e ripristinare la qualità del prodotto.
Come ispezionare il chatter
Le macchine per il controllo qualità sono ottimizzate per misurare una serie specifica di parametri; ad esempio, una macchina tattile di precisione è spesso in grado di misurare il chatter, mentre una macchina ottica non è in grado di farlo (o non in modo altrettanto efficace). Il chatter non è qualcosa che può essere rilevato valutando caratteristiche GD&T standard come la rotondità o le rifiniture dei dati di rotondità come la rotondità settoriale o il lobing. L’ampiezza può essere piuttosto ridotta a livelli inferiori al micron, il chatter può essere limitato a una singola area e la frequenza del chatter può variare in modo significativo. Tuttavia, indipendentemente dall’ampiezza, dalla regione o dalle variazioni di frequenza, il chatter può comunque avere un impatto evidente sulla qualità, sull’assemblaggio finale e sulle prestazioni dei motori ICE o elettrici.
Uno strumento per misurare il chatter sugli alberi dopo un processo di rettifica potrebbe essere un calibro tattile Adcole per la metrologia degli alberi. Questi calibri, insieme a un software adeguato in grado di misurare un’ampia gamma di parametri GD&T, forniscono dati e analisi preziosi per mantenere la qualità richiesta per gli alberi rotanti. Nel mondo degli alberi a camme, l’analisi di una regione del cerchio di base del lobo in cui la velocità della rettificatrice sarebbe uniforme su un raggio costante fornisce un segnale più pulito per rilevare un problema di vibrazioni. La regione di sollevamento del lobo in cui i raggi cambiano rapidamente potrebbe essere analizzata separatamente, fornendo ulteriori informazioni sulla superficie che sarebbe stata rettificata con una velocità regolabile.
L’ingegnere meccanico Danielle Collins ha scritto nell’articolo “Come vengono utilizzate le trasformate di Fourier veloci nell’analisi delle vibrazioni?”: “E poiché molti problemi legati alle vibrazioni si verificano a frequenze specifiche, la causa e la posizione della vibrazione possono essere individuate o identificate in base alle variazioni di ampiezza a determinate frequenze“. Questo è il motivo per cui calcolare l’ampiezza su un dominio di frequenza è meglio che contare semplicemente i lobi o i picchi all’interno dell’errore di profilo.
Tutti i dati di misurazione vengono inseriti direttamente nel software di raccolta dati, che registra il segnale come ampiezza rispetto al tempo, nota come forma d’onda temporale, o ampiezza rispetto alla frequenza, nota come trasformata di Fourier veloce (FFT), o entrambi. Tutti questi dati vengono analizzati da algoritmi di programmi informatici, che a loro volta vengono analizzati da ingegneri o analisti di vibrazioni qualificati per determinare lo stato di salute della macchina e identificare possibili problemi imminenti come allentamenti, squilibri, disallineamenti, problemi di lubrificazione e altro ancora. L’analisi delle vibrazioni può rilevare problemi come lo squilibrio delle ruote o problemi di rettifica delle ruote.
Le vibrazioni possono anche mascherarsi su un perno dell’albero, manifestandosi solo su un piccolo intervallo angolare. Ciò rende più difficile la misurazione e il rilevamento. Un altro metodo è l’opzione di analisi quadrante che può essere utilizzata per i perni su qualsiasi albero rotante. Ciò consente di analizzare i dati di rotondità a 360 gradi per rilevare eventuali vibrazioni e suddivide l’errore di rotondità in quattro regioni di 90 gradi per l’analisi delle vibrazioni. Questa opzione di analisi fornisce uno strumento in grado di rilevare un “picco di vibrazioni” sulla superficie di un perno dove, durante il processo di produzione, una regione di solito inferiore a 90 gradi presenta un andamento ondulato. L’ampiezza di queste ondulazioni è spesso troppo piccola per influenzare i parametri di misura della rotondità o persino del lobing, ma può comunque causare problemi di NVH nell’assemblaggio finale del motore. Analizzando l’errore di rotondità su 90 gradi, è possibile misurare un’ampiezza di vibrazioni più elevata che può superare la tolleranza definita.
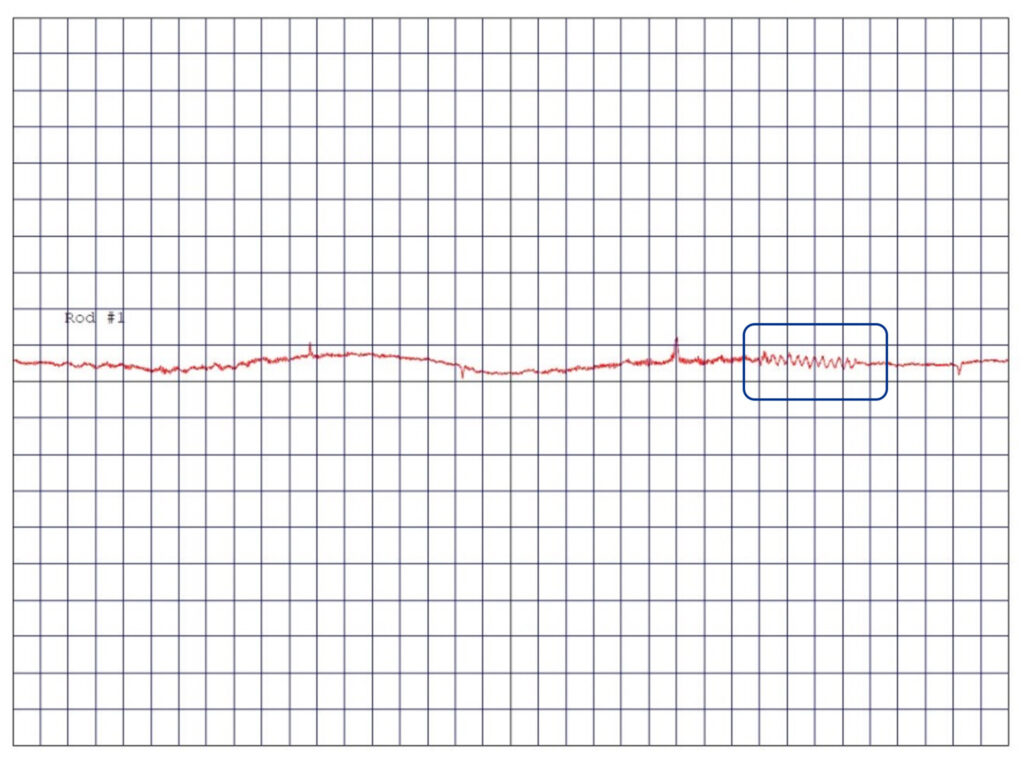
Figura 1A: Grafico dell’errore di rotondità di una misurazione sull’asta 1. C’è una zona nel riquadro rettangolare che indica un chatter burst. Si trova su un piccolo intervallo angolare di ~35 gradi. Quando si analizza l’errore di rotondità a 360 gradi per individuare le vibrazioni, l’ampiezza di questa regione di 35 gradi viene diluita perché questa frequenza non è uniforme nel resto dei dati relativi all’errore di rotondità. Analizzando questi dati su quadranti di 90 gradi, è possibile rilevare il “picco di vibrazioni” in una piccola finestra angolare, fornendo informazioni critiche su un potenziale problema nel processo di produzione.
Un metodo per individuare il chatter su un intervallo angolare limitato consiste nell’utilizzare un metodo a “finestra scorrevole”. Ciò consente di impostare la finestra angolare in gradi e l’incremento dei gradi di scorrimento. Questa finestra scorrevole attraverserà i 360 gradi completi dei dati relativi all’errore di rotondità o di profilo e determinerà l’ampiezza massima e la regione angolare in cui si è verificato. È inoltre importante che i test necessari consentano lo sviluppo di una tolleranza al chatter e di un intervallo di chatter da analizzare su una regione angolare specificata. Ciò può basarsi sull’esecuzione di una serie di test su alberi noti per essere “rumorosi” e sul confronto con la stessa serie di test su alberi noti per essere “silenziosi”.
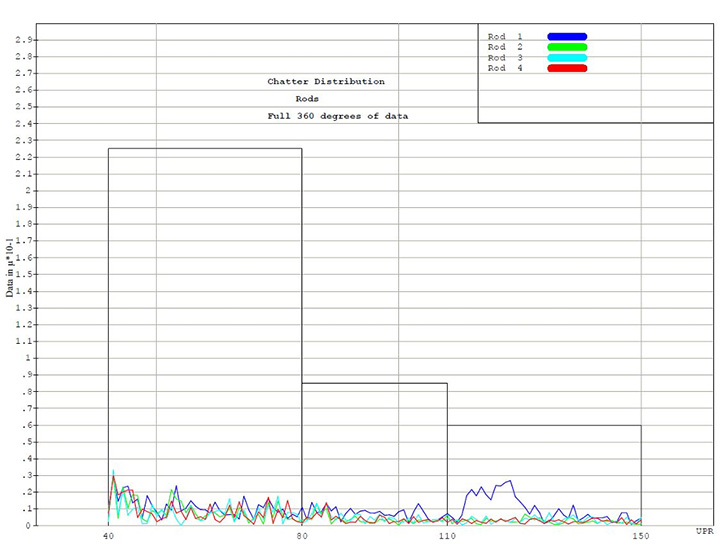
Figura 1B: 360 gradi completi
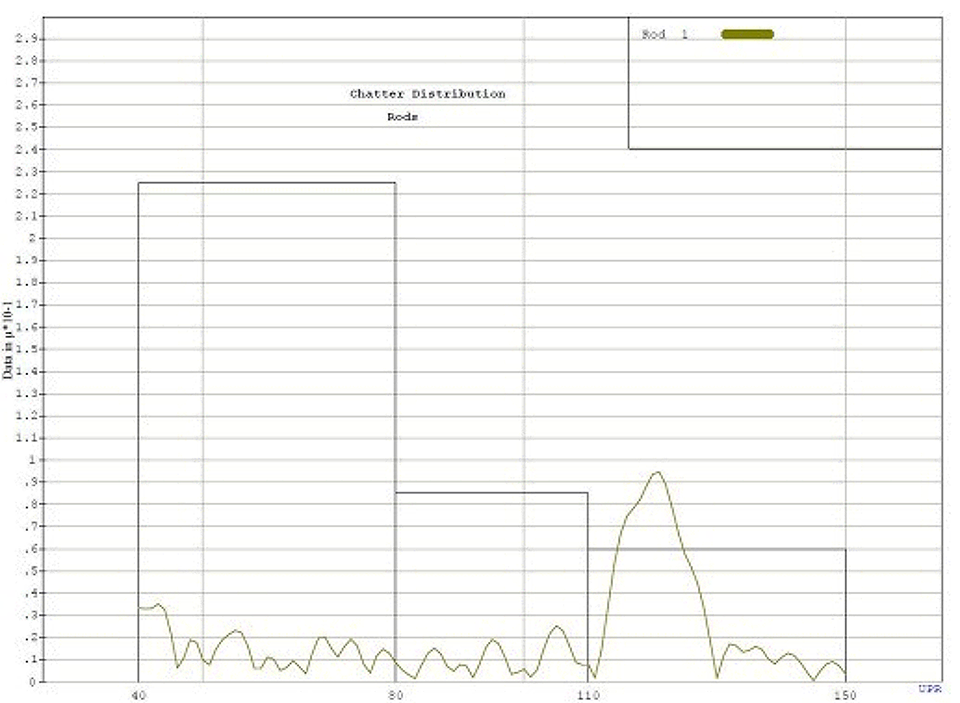
Figura 1C: Quadrante a 90 gradi
Risultati delle misurazioni delle vibrazioni
Il chatter può apparire sulle superfici dei pezzi in modi diversi. A volte può manifestarsi su un ampio intervallo angolare e avere una frequenza pulita. Questo può essere potenzialmente visibile in un grafico di rotondità o di errore di profilo dell’elemento specifico misurato. Tuttavia, il chatter può anche essere mascherato in un grafico di rotondità o di errore di profilo, poiché questi spesso applicano un filtro ai dati di errore che può nascondere il chatter.
Nella Figura 2a è riportato un grafico degli errori di rotondità del perno e di profilo del lobo dell’albero a camme, con i sei lobi nella parte inferiore del grafico. Questi grafici del profilo dei lobi mostrano la regione del cerchio di base tra 0-90 gradi e 270-360 gradi. L’errore della regione di sollevamento è compreso tra 90 e 270 gradi. In questo esempio, è possibile vedere un chiaro schema di ondulazioni nella regione del cerchio di base. Poiché il cerchio di base ha un raggio costante, normalmente viene rettificato a velocità costante, cosa che non vale per la regione di sollevamento.
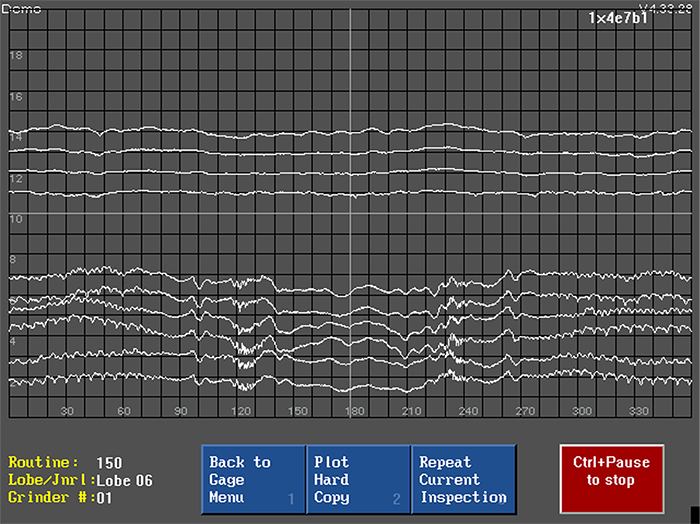
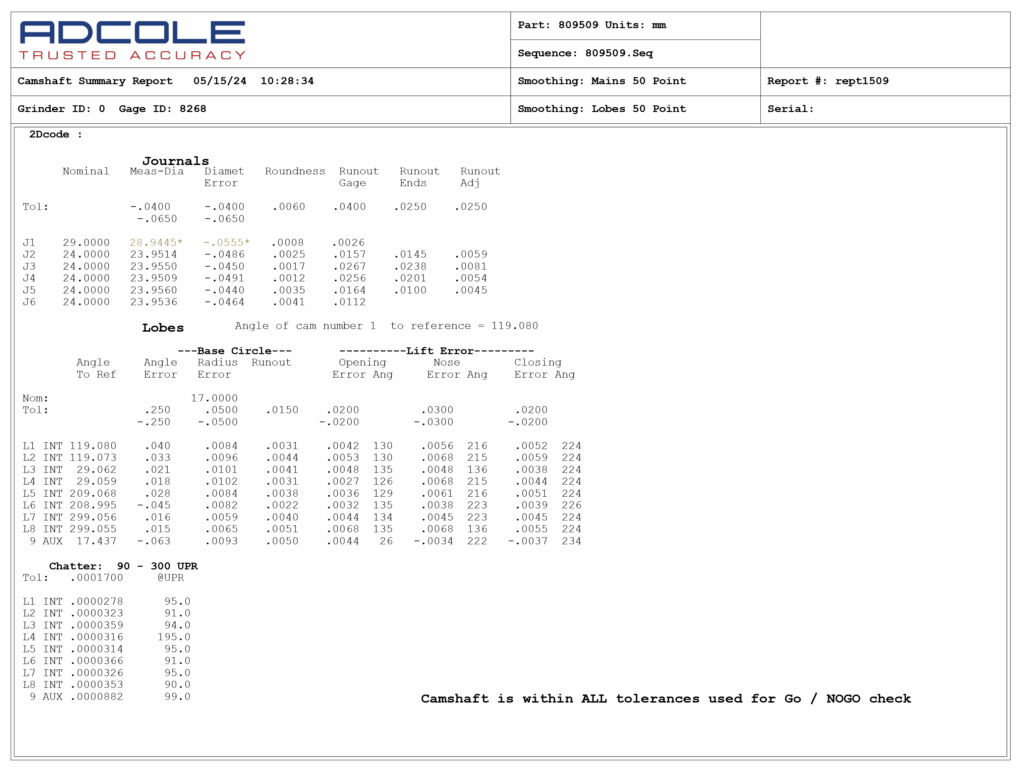
Figura 2B: Esempio di rapporto numerico sulla rotondità e sul profilo dell’albero a camme con output delle vibrazioni


Figura 4: Dati relativi al chatter del lobo su tutti i 360 gradi dei dati relativi all’errore del profilo. L’ampiezza del chatter risulta attenuata (smorzata) quando si osservano tutti i 360 gradi rispetto a quando si osserva solo la regione del cerchio di base. Ciò è dovuto al fatto che la frequenza è molto più pulita nella regione del cerchio di base dell’errore del profilo del lobo.
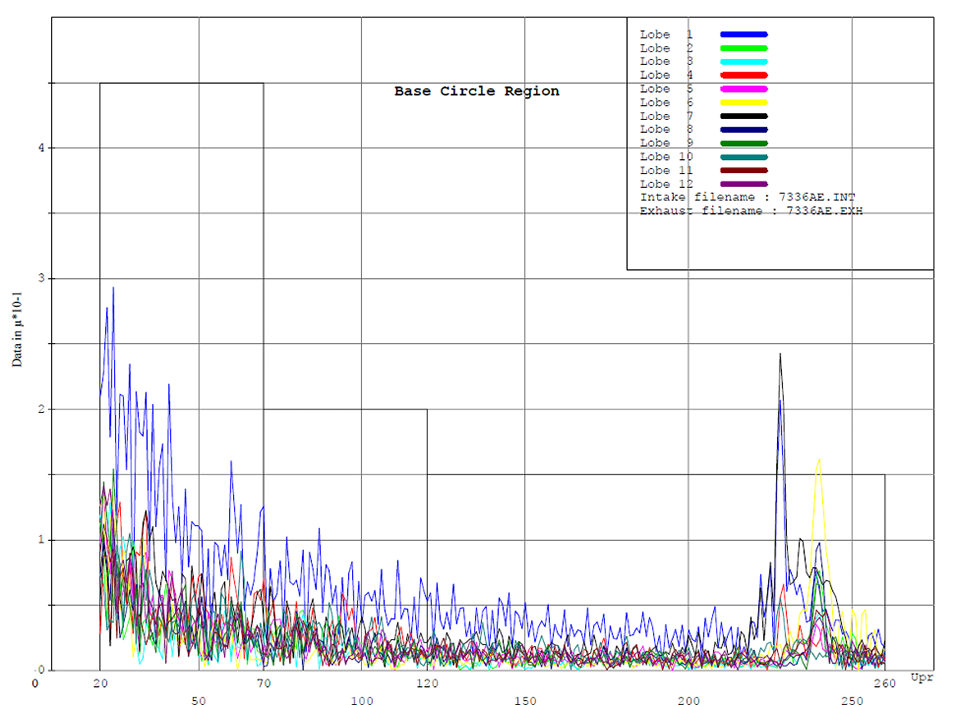
Figura 5: Grafico del chatter che analizza la regione del cerchio di base del lobo. Il lobo 1 (blu) e il lobo 7 (nero) mostrano un’ampiezza elevata a 232 UPR.
Alcune aziende utilizzano un processo di conteggio dei lobi per determinare i problemi nel processo di produzione. Ciò è utile per determinare le regioni angolari nella rotondità o nell’errore di profilo che presentano non conformità, ma presenta dei punti deboli in quanto si basa su una definizione interna di come viene definito un lobo o un picco in modo da poter essere conteggiato. Normalmente non cerca l’equidistanza tra i picchi, quindi non è in grado di determinare una frequenza specifica di occorrenza.
Conclusione
La misurazione delle vibrazioni è fondamentale per produrre in modo coerente alberi di qualità che funzionino per lunghi periodi senza causare rumore e vibrazioni, che possono provocare un’usura più rapida dei componenti o guasti. Un componente rotante di precisione con vibrazioni misurabili, che ruota ad alta velocità, potrebbe causare un guasto completo del motore o del sistema. Disporre di strumenti con opzioni di analisi avanzate in grado di esaminare le vibrazioni superficiali su aree definite consente di rilevare un problema di produzione prima che il prodotto venga immesso sul mercato. I produttori di alberi dovrebbero prevedere di investire in strumenti o calibri di qualità adeguati per le impostazioni in linea o in sala di controllo, al fine di analizzare potenziali errori di produzione al di fuori delle tolleranze specificate e adottare misure per correggerli.
Collins, D. (2022, October 17). How are fast Fourier transforms used in vibration analysis. Motion Control Tips. https://www.motioncontroltips.com/how-are-fast-fourier-transforms-used-in-vibration-analysis/