研削工程におけるチャタリング問題の有無を判断する方法
Will Smith – Director of Software, Adcole LLC
チャタリングとは何か、その発生源
チャタリングとは、機械加工された部品の仕上げ面に現れる、一定の間隔で繰り返される小さな山や「うねり」のパターンです。チャタリングは形状誤差(真円度やロービング)でもなければ、表面仕上げ(粗さ)でもなく、これら二つの領域の間に存在する現象です。エンジンやモーター内の回転シャフトのような重要部品では、チャタリングが最終組立時に問題を引き起こし、部品の早期故障や他部品の損傷につながる可能性があります。本稿では、高負荷組立におけるシャフト品質向上のため、シャフト部品におけるチャターの発生原因、評価手法、測定結果の活用について考察する。
エンジンにおける騒音・振動・ハーシュネス(NVH)の主要な発生源であるチャタリングは、適切な品質プロセスと設備によって検出可能です。 チャタリングは、フライス加工、旋削、中ぐり、研削など、あらゆる機械加工工程で発生する可能性があります。より具体的には、チャタリングは通常、工具の不均衡、工具や固定具の剛性不足、非等方性部品の剛性(特にクランクシャフトで問題となる)、部品中心の真円度不良、機器の故障や摩耗、その他の不均衡や振動の原因によって引き起こされます。
チャター検査が重要な理由
現代のモーターや内燃機関(ICE)は、より厳しい公差と高い性能が要求されるため、効率性と長寿命が極めて重要である。 チャタリングパターンを持つ回転軸は、エンジンやモーターの最終組立内で過剰な騒音や振動問題を引き起こす可能性があり、リコールを必要とするNVH(騒音・振動・ハーシュネス)問題につながる恐れがあります。これは顧客不満、評判の低下、販売機会の損失につながりかねません。特にEVローターシャフトのように20,000 RPM以上に達する高回転数要件では顕著です。
チャタリングは製造業者によって数十年にわたり測定・分析されてきた特性である一方、新規部品設計時には見過ごされがちである。 エンジン・モーターを問わず、このパラメータの監視は極めて重要だ。生産機械が予算優先となることが多いが、品質管理装置も同等に重要である。品質不良は多大なコストを招くため、技術者や生産管理者は堅牢な品質管理システムを構築し、必要な特性を測定する適切な装置を確保しなければならない。
チャタリングは、砥石や切削工具の回転速度と被加工物の回転速度の比率に関連する特定の周波数で発生することが多い。プロセスが生み出す「固有振動数」は一貫した特徴を示し、周波数領域プロットでは高調波成分が顕著に現れる傾向がある。プロセスパラメータは、この「固有振動数」における振幅を制御し、あるいは発生周波数を製品要求に合わせてシフトさせるために調整される。 この周波数における振幅値の増加や、他の周波数での追加的な振幅スパイク/ピークは、プロセス関連の問題や外部要因を示唆することが多い。外部要因には、近隣のモーター、ポンプ、その他の設備(プレス機など)、フォークリフトの通行などが含まれる。チャタリングの出力データは、技術者やエンジニアが問題の根源を特定する手掛かりとなり、製品の品質回復につながる。
チャタリングの検査方法
品質管理装置は特定のパラメータ測定に最適化されている。例えば精密接触式測定機はチャタリングを測定できるが、光学式測定機では測定できない(または効果的でない)。チャタリングは、真円度やセクター真円度・ロービングなどの真円度データ精緻化といった標準GD&T特性の評価では検出されない。 振幅はサブミクロンレベルと極めて小さく、チャタリングは特定領域に限定される場合があり、その周波数は大きく変動する可能性があります。しかし、振幅・領域・周波数の変動にかかわらず、チャタリングは内燃機関(ICE)や電動モーターの品質、最終組立、性能に顕著な影響を及ぼし得ます。
研削工程後のシャフトにおけるチャタリングを測定するツールの一つとして、アドコールの接触式シャフト測定ゲージが挙げられる。これらのゲージは、幅広いGD&Tパラメータを測定可能な適切なソフトウェアと組み合わせることで、回転シャフトに求められる厳しい品質を維持するための貴重なデータと分析を提供する。 カムシャフトの世界では、研削速度が一定半径で均一となるローブ基円領域の分析が、チャタリング問題検出のためのより明確な信号を提供します。半径が急激に変化するローブのリフト領域は別途分析可能であり、可変速度で研削された表面に関する追加情報を提供します。
機械エンジニアのダニエル・コリンズは、「振動解析における高速フーリエ変換の利用方法」という記事の中で、次のように述べています。「振動に関連する問題の多くは特定の周波数で発生するため、特定の周波数における振幅の変動に基づいて、振動の原因と発生場所を絞り込み、特定することができます。そのため、プロファイル誤差内のローブやピークを単純に数えるよりも、周波数領域で振幅を計算する方が優れているのです。
すべての測定データは、データ収集ソフトウェアに直接入力され、信号は、時間波形として知られる振幅対時間、高速フーリエ変換(FFT)として知られる振幅対周波数、あるいはその両方で記録されます。 この全データはコンピュータプログラムのアルゴリズムで解析され、さらにエンジニアや訓練を受けた振動解析士によって分析される。これにより機械の健全性を判断し、緩み・不均衡・ミスアライメント・潤滑問題など潜在的な故障要因を特定する。振動解析では車輪の不均衡や車輪ドレッシング問題も検出可能である。
チャタリングは軸ジャーナル上で、ごく狭い角度範囲にのみ現れることで検出を困難にすることもある。これに対処する手法として、あらゆる回転軸のジャーナルに適用可能な「象限分析」オプションがある。これにより360度全周の真円度データをチャタリング解析対象とし、真円度誤差を4つの90度領域に分割して分析する。 この分析オプションは、製造工程において通常90度未満の領域で波状のパターンを示すジャーナル表面の「チャターバースト」を検出するツールを提供する。 これらのうねりの振幅は、真円度やロービング測定パラメータに影響を与えるには小さすぎる場合が多いものの、エンジンの最終組立におけるNVH(騒音・振動・ハーシュネス)の問題を引き起こす可能性があります。90度を超える真円度誤差を分析することで、定義された公差を超える可能性のある高振幅のチャターを測定することが可能になります。
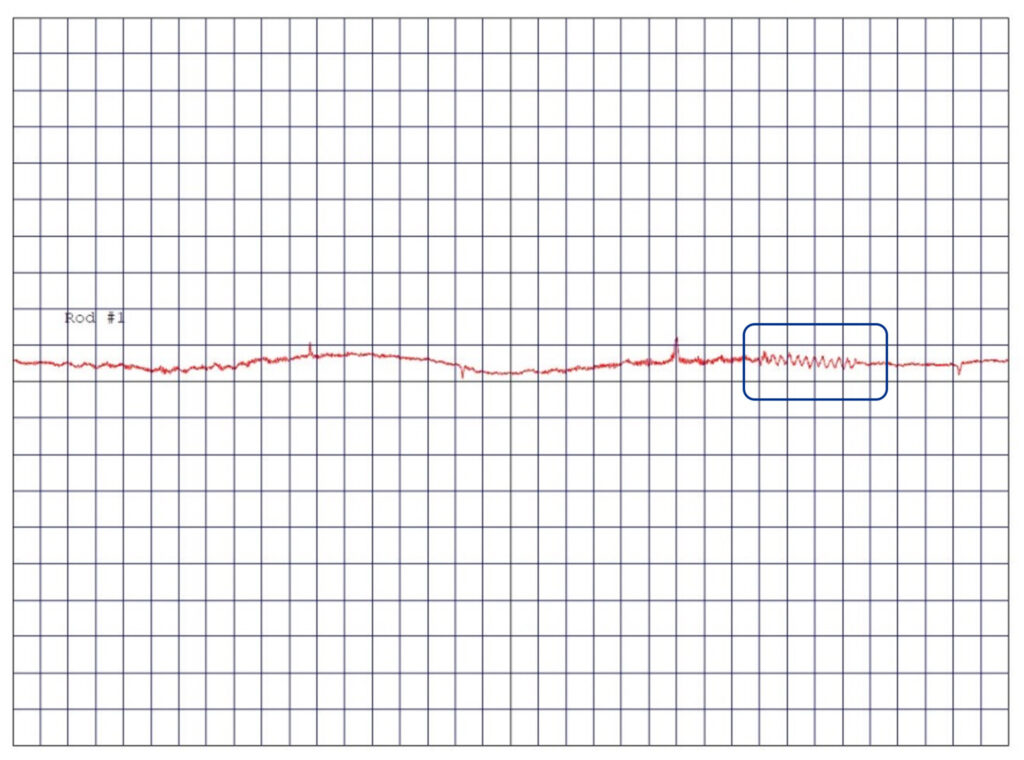
図1A:ロッド1の測定における真円度誤差プロット。矩形枠内の領域がチャターバーストを示している。これは約35度の狭い角度範囲に集中している。 円度誤差の全360度をチャター解析対象とした場合、この35度領域の振幅は希薄化される。なぜなら、この周波数は円度誤差データの他の部分では均一ではないためである。90度四分円単位でデータを解析することで、狭い角度範囲内の「チャターバースト」を捕捉可能となり、製造工程における潜在的問題に関する重要な情報を得られる。
限定された角度範囲でチャタリングを検出する手法の一つが「スライディングウィンドウ法」である。これにより角度ウィンドウの度数とスライド度数増分を設定可能となる。このスライディングウィンドウは円度または輪郭誤差データの全360度を通過し、最大振幅とその発生角度領域を特定する。 また、必要な試験では、特定の角度領域で分析するチャタリング許容値とチャタリング範囲を設定できることが重要です。これは、既知の「ノイズの多い」シャフトで一連の試験を実施し、既知の「ノイズの少ない」シャフトでの同試験結果と比較することで確立できます。
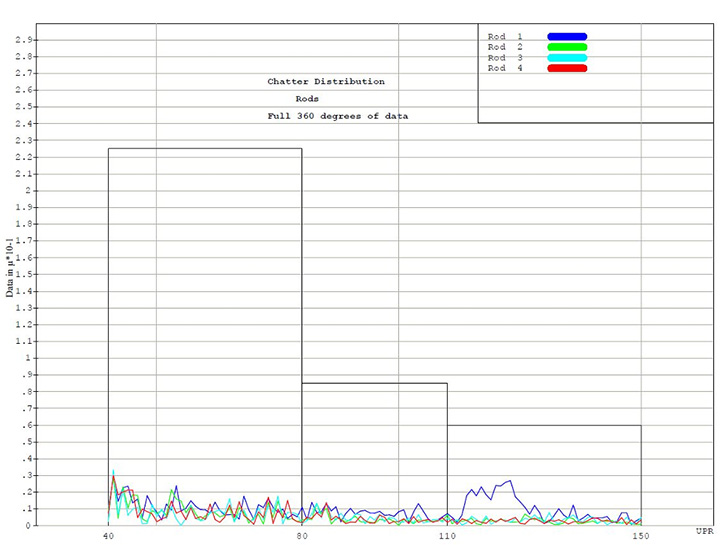
図1B:全360度
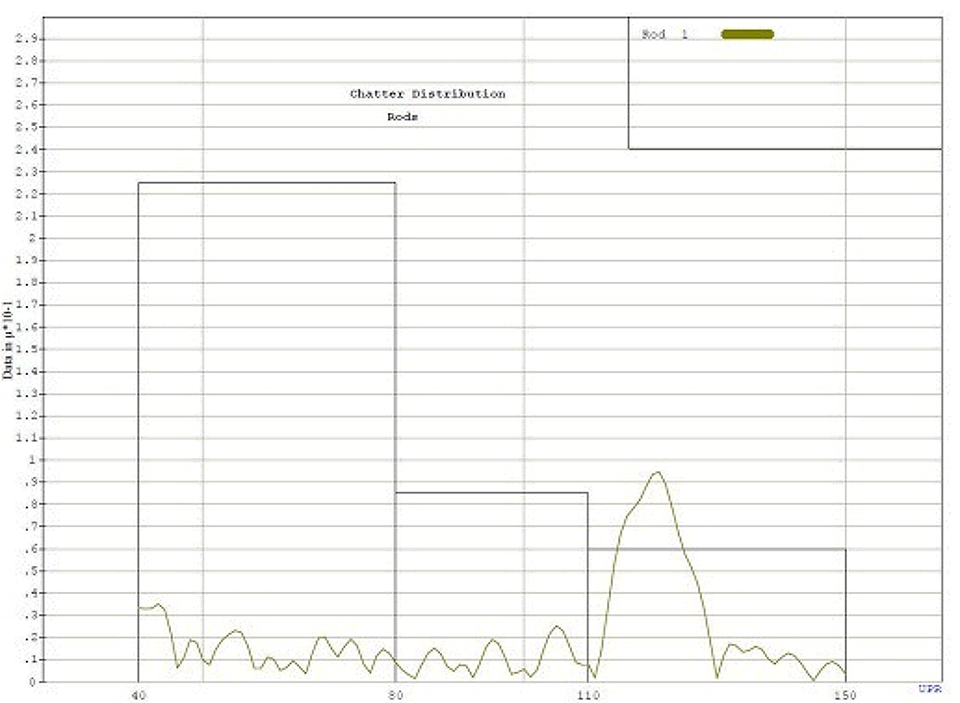
図1C:90度象限
チャタリング測定結果の出力
チャタリングは部品表面に様々な形で現れる。広角範囲に現れ明確な周波数を持つ場合もある。これは測定対象要素の真円度やプロファイル誤差プロットで確認可能だ。ただし真円度やプロファイル誤差プロットでは、誤差データに適用されるフィルタがチャタリングを隠すため、誤認される可能性もある。
図2aは、ジャーナル真円度とカムシャフトローブプロファイル誤差の誤差プロットであり、プロット下部に6つのローブが示されている。これらのローブプロファイルプロットは、0~90度および270~360度のベースサークル領域を示している。 リフト領域の誤差は90~270度の範囲に生じる。この例では、ベースサークル領域に明瞭な波状のパターンが確認できる。ベースサークルは半径が一定であるため、通常は一定速度で研削されるが、リフト領域ではこれが当てはまらない。
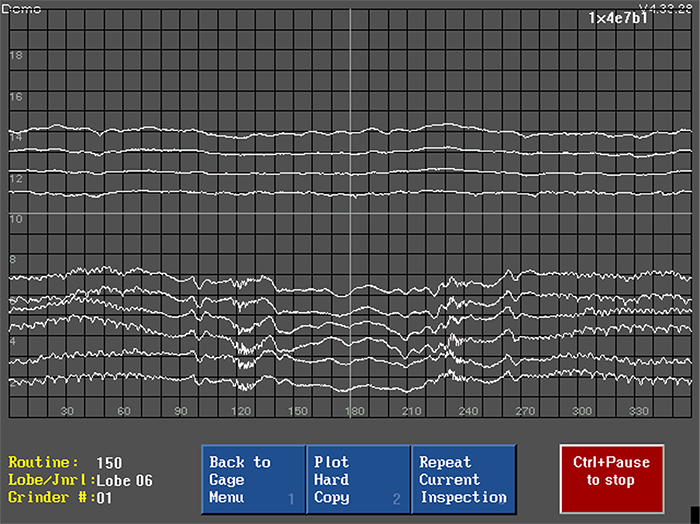
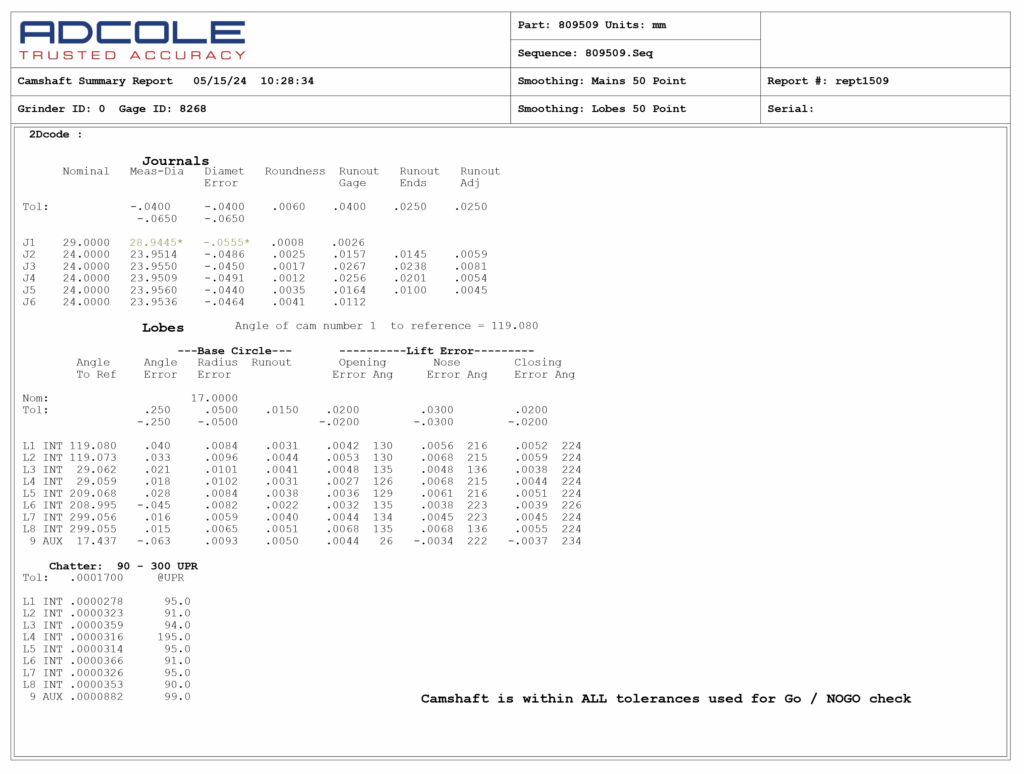
図2B:カムシャフト真円度とプロファイルの数値レポート例(チャタリング出力付き)
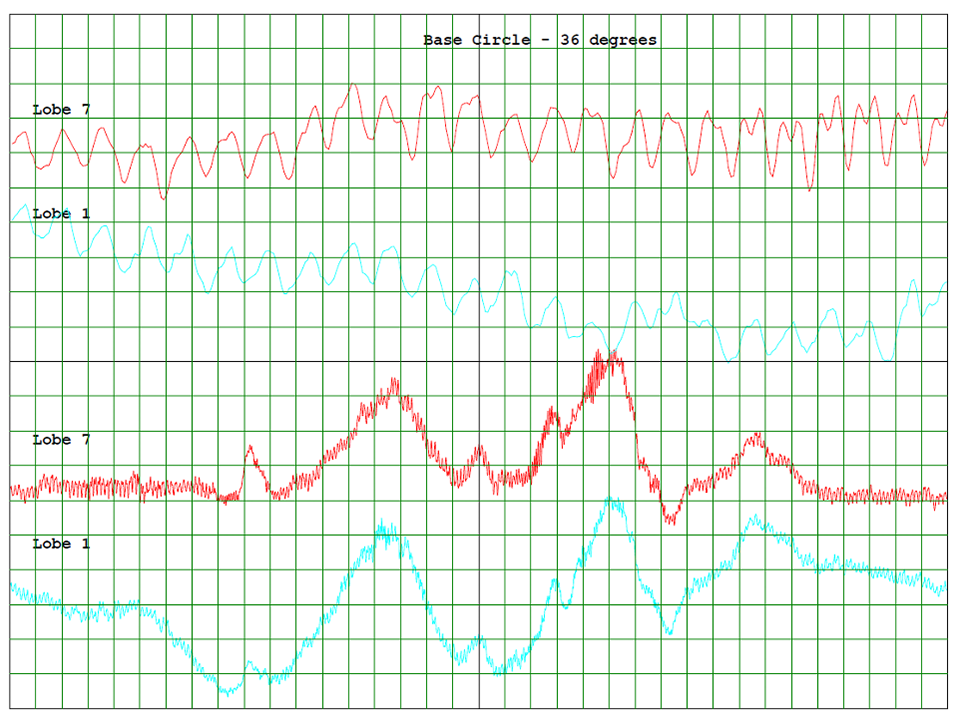
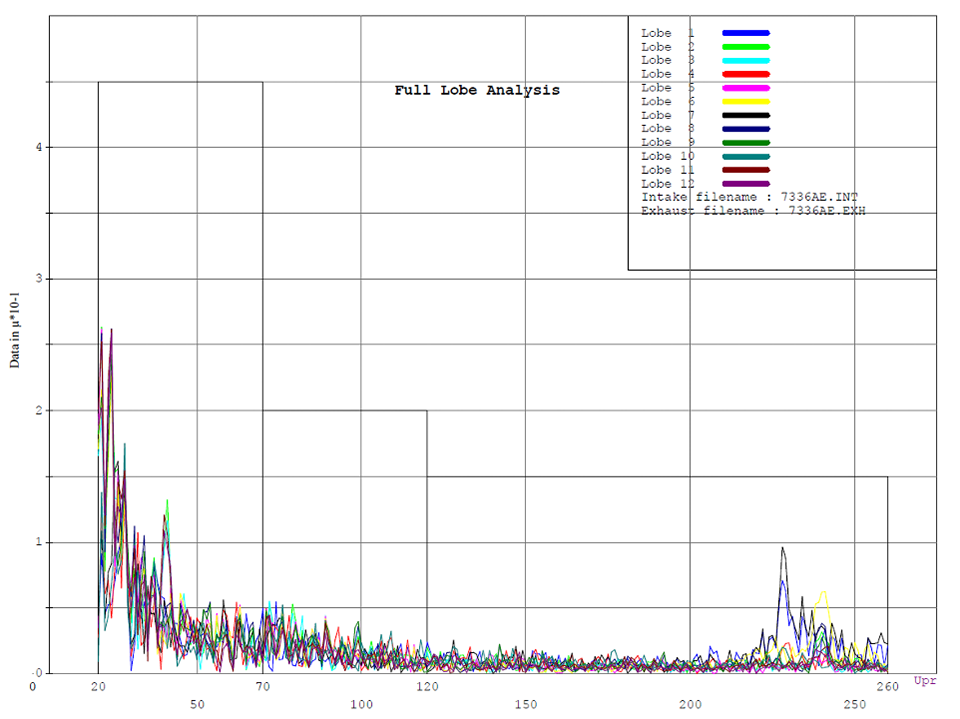
図4:プロファイル誤差データの全360度にわたるローブチャタリングデータ。全360度を観察すると、ベースサークル領域のみを観察した場合と比較してチャタリングの振幅が抑制(減衰)される。これは、ローブプロファイル誤差のベースサークル領域では周波数がより明確であるためである。
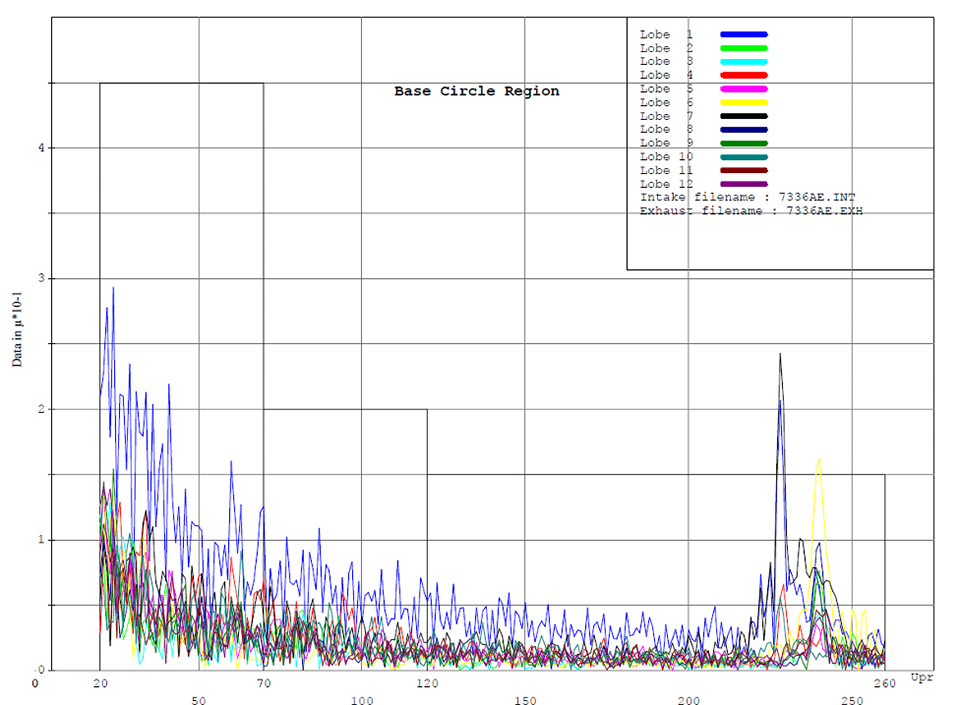
図5:ローブ基底円領域を分析したチャタープロット。ローブ1(青)とローブ7(黒)は232 UPRで高振幅を示している。
一部の企業では、製造工程の問題を特定するためにローブ計数プロセスを採用している。これは真円度やプロファイル誤差において非適合を示す角度領域を特定する上で有用だが、ローブやピークを計数可能な定義として内部定義に依存するという弱点がある。通常、ピーク間の等間隔を検出しないため、発生する特定の周波数を特定できない。
結論
チャタリングの測定は、騒音や振動を発生させず、部品の早期摩耗や故障を招くことなく長期間機能する高品質シャフトを一貫して生産するために極めて重要である。 測定可能なチャタリングを有する精密回転部品が高回転で動作すると、エンジンやシステムの完全な故障につながる可能性があります。定義された領域における表面チャタリングを分析できる高度な解析機能を備えたツールを導入すれば、製品出荷前に製造上の問題を検出できます。シャフトメーカーは、指定公差外の製造誤差を分析し是正措置を講じるため、インライン検査や監査室環境向けの適切な品質管理ツールやゲージへの投資を計画すべきです。
Collins, D. (2022, October 17). How are fast Fourier transforms used in vibration analysis. Motion Control Tips. https://www.motioncontroltips.com/how-are-fast-fourier-transforms-used-in-vibration-analysis/