精密シャフト測定
アドコールは、お客様の組立品に使用される円筒形および偏心回転軸の品質向上に専念する唯一の企業です。マイクロンレベルの表面偏差でさえ、これらの部品の性能と寿命に重大な影響を与える可能性があります。高摩擦接触点や不均衡などの問題は振動を引き起こし、最終組立品の完全性を損なう恐れがあります。 シャフト品質の低下は、性能面と生産面の両方で多大なコストを招きます。そのため、エンジニアや生産管理者は堅牢な品質管理システムを導入し、重要特性を精密に測定・監視するための適切なツールを確実に備える必要があります。
1957年、アディソン・D・コールはアドコール・コーポレーション(現アドコールLLC)の設立に着手しました。同社は自動車産業および宇宙探査産業において革新的な産業技術メーカーとなるべく事業を展開しました。
1960年代、インターナショナル・ハーベスター社(現ナビスター)のパワートレイン技術者との偶然の出会いをきっかけに、コール氏は自社の微細角度サンセンサー校正技術をカムシャフト生産用精密計測システムに応用する構想を思いつきました。 この「ひらめき」により、アドコールは世界で初めて自動シャフト計測システムを製造する企業となった。その精度、正確性、耐久性は卓越した基準を確立し、今日に至るまで未だに凌駕されていない。
アドコールの主要製品ラインが確立されると、コール氏のリーダーシップのもと、宇宙と地球の両方で複雑な問題を解決し、精度・正確性・品質の限界を押し広げることに専念する企業であることが、広範な産業技術コミュニティに明らかになりました 。そして 信頼の精度」 システムにおけるリーダーとして永遠に認知されることとなったのです 。
アドコールを選ぶ理由
60年以上の専門知識を有するアドコールは、シャフト測定の業界標準を確立し、他社製品の評価基準となるベンチマークとなりました。多くのシャフト形状において寸法精度は極めて重要であり、アドコールの測定器はこうした高精度用途に最適です。代表的な例として 、 カムシャフトのリフターローブや軸受ジャーナル、 クランクシャフトのスラスト面やピンジャーナル、 EVローターシャフトのシャフト径や歯車歯などが挙げられます 。
Adcole 製シャフトゲージ

測定パラメータ
角度
角度は、基準面に対する指定角度(90°以外)での形状の向きを制御します。
バレリング/中心偏差
円筒形状の直径が両端より中央部で大きく、中央カットの測定直径と両外側カット直径の平均値との差に基づいて定義される。
チャタリング
チャタリングとは、加工中の振動によって生じる望ましくない表面の凹凸を指し、形状公差や輪郭公差に影響を与える可能性があります。GD&Tで定義された用語ではありませんが、チャタリングは指定された幾何学的要件や表面仕上げ要件からの逸脱により、部品が検査不合格となる原因となり得ます。
同心度/偏心度
同心度は、2つ以上の円筒形または球形形状の軸が共通基準軸に対してどれだけ正確に配置されるかを規定する公差である。
円筒度
形状公差の一種で、形状が完全な円筒にどれだけ近いかを規定する。円筒部品の表面が全長および全周にわたって均一かつ滑らかであることを保証し、外側切削部の軸に対する3点測定値の最大半径と最小半径の差によって定義される。
直径 / 半径
穴や軸などの円筒形状のフィーチャーに公差や寸法が適用されることを示すために使用されます。直径は単一の半径方向測定値に基づきます。フォロワーの読み取り値を合計し、1回転あたりのデータポイント数で除算した後、2を乗じて平均直径を算出します。
平坦度
平面度とは、表面上の全点が、規定された距離だけ離れている二つの平行な平面内に収まることを保証する形状公差である。
直線平行度
平面や軸などの直線形状に適用される平行度公差。指定された基準面に対して一貫して平行であることを保証し、互いに180度離れた位置で取得した2つの直線スキャンによって測定される。
直線テーパー
円筒形または円錐形の形状に沿った長手方向の直径の均一な変化を指す。直線テーパーは、互いに180度離れた位置で取得した2つの直線スキャンによって測定される。
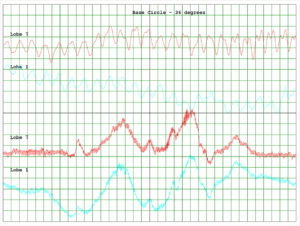
ロービング
円形形状(穴や軸など)が完全な円から逸脱し、円周上に波状の小さな歪み(ローブ)を形成する形状誤差。定義された角度領域における単一の半径方向測定値の最小二乗法中心線に対する最大半径と最小半径の差で測定される。
平行度
特徴(表面や軸など)が基準面に対して指定公差内で平行であることを保証する方向制御の一種。測定はジャーナルの外側2カ所の径方向測定値に基づく。
垂直度
垂直度は、表面・軸・中心面が指定基準形状に対して正確に90°であることを保証する方位公差である。
リッジ検出/材料の堆積
材料の堆積とは、バリや残留物など、表面に残る過剰または残留材料を指し、正確な測定や検査を妨げる可能性があります。正式なGD&T用語ではありませんが、誤った測定値や表面の不均一性を生じさせることで、平坦度、プロファイル、垂直度などの公差に影響を与える可能性があります。
真円度
単一の半径測定における最小二乗法中心に対する最大半径と最小半径の差。
振れ / 総振れ
部品を基準軸を中心に回転させた際に、表面や形状がどれだけ変動できるかを制御する公差。シャフト、歯車、車輪などの回転部品が、ぐらつきや振動なく滑らかに回転することを保証するために使用される。全振れは、回転中のシャフトの全体的な真直度と滑らかさを制御する。振れは単一の半径方向測定値に基づき、基準軸に対する最大半径と最小半径の差として定義される。
傾斜
傾斜は、表面の高さまたは角度の変化率として記述され、角度精度、輪郭、または基準点と組み合わせた基本寸法を用いて制御できます。
真直度
真直度は、単一の垂直測定における最小二乗法の直線に対する最大正偏差と最大負偏差の差を指す。
テーパー
円筒形または円錐形形状(特に軸受面)における長さ方向の直径の漸次的な変化。テーパー測定は、軸受面の二つの外側切削面の半径測定値に基づく。
スロー(ロッド)
このパラメータは、2つの外側カットの計算された中心からの情報を使用して算出されます。これらの中心と指定された部品軸との距離がスローを決定します。
真の位置(ロッド)
穴、溝、ピンなどの形状要素を基準参照枠に対する正確な位置で制御します。真の位置パラメータは、ロッドジャーナルのスローおよびインデックス計算から得られた情報を使用して算出されます。
幅(メインとロッド)
通常、スロットの厚みや穴の直径など、二つの平行な表面または形状間の距離を指し、プロファイル、平行度、位置などの公差を用いてさらに精緻化することで、形状のサイズと方向を精密に制御できます。
Z位置(メインおよびロッド)
GD&T では、この種の位置制御は通常、基準参照枠(Z 軸を基準の一つとして含む場合もある)に対する特徴に適用される位置公差(⌀)を使用して処理されます。
これらのツールには、欠陥の追跡、性能指標の分析、詳細なレポート生成などの機能が含まれていることがよくあります。改善すべき領域に関する洞察を提供することで、Adcole ゲージソフトウェアは、組織が最高水準を維持し、製品を継続的に強化するのに役立ちます。